Сталь
Сталь (от нем. Stahl)[1] — сплав железа с углеродом (и другими элементами), содержащий не менее 45 % железа и в котором содержание углерода находится в диапазоне от 0,02 до 2,14 %, причём содержанию от 0,6 % до 2,14 % соответствует высокоуглеродистая сталь. Если содержание углерода в сплаве превышает 2,14 %, то такой сплав называется чугуном. Современные порошковые стали такие как ZDP-189 могут содержать от 2,9 % до 3,0 % углерода, что, впрочем, не делает их чугуном. Углерод придаёт сплавам прочность и твёрдость, снижая пластичность и вязкость.
| Сталь |
|---|
| Фазы железоуглеродистых сплавов |
|
| Структуры железоуглеродистых сплавов |
|
| Стали |
| Чугуны |
|
Стали с очень высокими упругими свойствами находят широкое применение в машино- и приборостроении. В машиностроении их используют для изготовления рессор, амортизаторов, силовых пружин различного назначения, в приборостроении — для многочисленных упругих элементов: мембран, пружин, пластин реле, сильфонов, растяжек, подвесок.
Пружины, рессоры машин и упругие элементы приборов характеризуются многообразием форм, размеров, различными условиями работы. Особенность их работы состоит в том, что при больших статических, циклических или ударных нагрузках в них не допускается остаточная деформация. В связи с этим все пружинные сплавы, кроме механических свойств, характерных для всех конструкционных материалов (прочности, пластичности, вязкости, выносливости), должны обладать высоким сопротивлением малым пластическим деформациям. В условиях кратковременного статического нагружения сопротивление малым пластическим деформациям характеризуется пределом упругости, при длительном статическом или циклическом нагружении — релаксационной стойкостью[2].
История стали
Самые ранние известные образцы были обнаружены при раскопках в Анатолии (Турция). Им около 3800 лет, они датируются 1800 годом до нашей эры.[3][4] Высокой репутацией в древности пользовалась индийская сталь. От индийской стали происходит средневековый булат, широко известный в Средней Азии и Восточной Европе[5]. Сталь научились производить в конце эпохи Античности и в Западной Европе. По определённым показателям (упругость) именно из стали изготавливался испанский копис. Сталь позволила сделать акцент с колющего момента на режущий и перейти к сабле (через палаш). В эпоху Средневековья сталь широко применялась для изготовления холодного оружия (романский меч, мечи Ульфберта). На Ближнем Востоке была известна дамасская сталь, из которой ковался шамшир. В средневековой Японии из стали-тамахаганэ изготавливались знаменитые катана, вакидзаси и танто. Существует версия, что японские мечи XI—XIII веков создавались из легированной стали с примесью молибдена[6]. В Европе сталь позволила удлинить мечи, которые впоследствии эволюционировали в шпагу (в XV веке) и рапиру.
Технологию литой стали изобрёл английский инженер Гентсман, однако в континентальную Европу она проникла лишь в начале XIX века (благодаря Круппу). Нарезная артиллерия с 1854 года изготовлялась из стали (Пушка Армстронга). В XX веке из стали начали изготовлять танковую броню[7]. В армии Кайзеровской Германии времён Первой мировой войны появились стальные шлемы (штальхельм).
Классификация сталей
Существует множество способов классификации сталей, например, по назначению, по химическому составу, по качеству, по структуре.
По назначению стали делятся на множество категорий, таких как конструкционные стали, коррозионно стойкие (нержавеющие) стали, инструментальные стали, жаропрочные стали, криогенные стали.
По химическому составу стали делятся на углеродистые[8] и легированные[9]; в том числе по содержанию углерода — на низкоуглеродистые (до 0,25 % С), среднеуглеродистые (0,3—0,55 % С) и высокоуглеродистые (0,6—2,14 % С); легированные стали по содержанию легирующих элементов делятся на низколегированные — до 4 % легирующих элементов, среднелегированные — до 11 % легирующих элементов и высоколегированные — свыше 11 % легирующих элементов.
Стали, в зависимости от способа их получения, содержат разное количество неметаллических включений. Содержание примесей лежит в основе классификации сталей по качеству: обыкновенного качества, качественные, высококачественные и особо высококачественные.
По структуре сталь разделяется на аустенитную, ферритную, мартенситную, бейнитную и перлитную. Если в структуре преобладают две и более фаз, то сталь разделяют на двухфазную и многофазную.
Характеристики стали
- Плотность: 7700—7900 кг/м³ (7,7—7,9 г/см³).
- Удельный вес: 75500—77500 Н/м³ (7700—7900 кгс/м³ в системе МКГСС).
- Удельная теплоёмкость при 20 °C: 462 Дж/(кг·°C) (110 кал/(кг·°C)).
- Температура плавления: 1450—1520 °C.
- Удельная теплота плавления: 84 кДж/кг (20 ккал/кг, 23 Вт·ч/кг).
- Коэффициент теплопроводности при температуре 100 °C[10]:
| Хромоникельвольфрамовая сталь | 15,5 Вт/(м·К) |
| Хромистая сталь | 22,4 Вт/(м·К) |
| Молибденовая сталь | 41,9 Вт/(м·К) |
| Углеродистая сталь (марка 30) | 50,2 Вт/(м·К) |
| Углеродистая сталь (марка 15) | 54,4 Вт/(м·К) |
| Дюралюминиевая сталь | 56,3 Вт/(м·К) |
- Коэффициент линейного теплового расширения при температуре около 20 °C:
| сталь Ст3 (марка 20) | 1/°C |
| сталь нержавеющая | 1/°C |


- Предел прочности стали при растяжении:
| сталь для конструкций | 373—412 МПа |
| сталь кремнехромомарганцовистая | 1,52 ГПа |
| сталь машиностроительная (углеродистая) | 314—785 МПа |
| сталь рельсовая | 690—785 МПа |
Способ производства
Суть процесса переработки чугуна в сталь состоит в уменьшении до нужной концентрации содержания углерода и вредных примесей — фосфора и серы, которые делают сталь хрупкой и ломкой. В зависимости от способа окисления углерода существуют различные способы переработки чугуна в сталь: конвертерный, мартеновский и электротермический. Качественную сталь также получают в результате утилизации, переработки и переплавки стального лома.
Технология производства стали
Передельный или литейный чугун в расплавленном или твёрдом виде и железосодержащие изделия, полученные прямым восстановлением (губчатое железо), составляют вместе с металлическими отходами и ломом исходные материалы для производства стали. К этим материалам добавляются некоторые шлакообразующие добавки, такие как известь, плавиковый шпат, раскислители (например, ферромарганец, ферросилиций, алюминий) и различные легирующие элементы.
Процессы производства стали делятся на два основных способа, а именно: конвертерный процесс, в котором расплавленный передельный чугун в конвертере рафинируют от примесей, продувая его кислородом, и подовый процесс, для осуществления которого используются мартеновские или электрические печи.
Конвертерные процессы не требуют внешнего источника тепла. Они применяются в том случае, когда загрузка состоит главным образом из расплавленного передельного чугуна. Экзотермические реакции окисления некоторых элементов, присутствующих в чугуне (например, углерода, фосфора, кремния и марганца), обеспечивают выделение достаточного количества тепла для поддержания расплава в жидком состоянии и даже позволяют переплавлять добавленный лом. Эти процессы включают в себя такие, при которых чистый кислород вдувается в расплавленный металл (процессы Линца — Донавица: ЛД или ЛДАС, ОБМ, ОЛП, Калдо и другие), и такие процессы, ныне уже устаревшие, при которых используется воздух, иногда обогащённый кислородом (томасовский и бессемеровский процессы).
Подовые процессы требуют внешнего источника тепла. Они применяются, когда исходным материалом служит твёрдая шихта (например, отходы или лом, губчатое железо и твёрдый передельный чугун). Двумя основными процессами в этой категории являются мартеновский процесс, при котором нагрев осуществляется при сжигании мазута или газа, и сталеплавильные процессы в дуговых или индукционных печах, где нагрев осуществляется электричеством.
Для производства некоторых видов стали могут быть последовательно использованы два различных процесса (дуплекс-процесс). Например, процесс плавки может начаться в мартеновской печи, а закончиться — в электропечи; или же сталь, расплавленная в электропечи, может быть слита в специальный конвертер, где обезуглероживание завершается путём вдувания кислорода и аргона в жидкую ванну (процесс, используемый, например, для производства коррозионностойкой стали).
Возникло много новых процессов производства сталей специального состава или со специальными свойствами. Эти процессы включают в себя дуговой переплав в вакууме, электронно-лучевую плавку и электрошлаковый переплав. Во всех этих процессах сталь получается из переплавляемого электрода, который при плавлении начинает капать в кристаллизатор. Кристаллизатор может быть изготовлен цельным, или его днище может быть отъёмным для того, чтобы затвердевшую отливку можно было вынуть снизу.
Жидкая сталь, полученная вышеописанными процессами, с дальнейшим рафинированием или без него, сливается в ковш. На этом этапе в неё могут быть добавлены легирующие элементы или раскислители. Процесс также можно провести в вакууме, что обеспечивает снижение содержания газообразных примесей в стали. Стали, полученные этими процессами, подразделяются в соответствии с содержанием в них легирующих элементов на «нелегированные стали» и «легированные стали» (коррозионностойкие стали или другие виды). Далее они подразделяются в соответствии с их индивидуальными свойствами, например, на автоматную сталь, кремнистую электротехническую сталь, быстрорежущую сталь или кремнемарганцовистую сталь[11].
Кислородно-конвертерный способ получения стали
В кислородно-конвертерных процессах сталь получают путём окисления избыточного углерода и других примесей чугуна кислородом, который продувают сквозь расплавленный чугун под давлением в специальных печах — конвертерах. Конвертер представляет собой грушевидную стальную печь, футерованную внутри огнеупорным кирпичом. Конвертер может поворачиваться вокруг своей оси. Материалом его футеровки служит либо динас (в состав которого входят главным образом SiO2, имеющий кислотные свойства), либо доломитная масса (смесь CaO и MgO), которые получают из доломита MgCO3·CaCO3. Эта масса имеет основные свойства. В зависимости от материала футеровки печи конвертерный способ разделяют на два вида: бессемеровский и томасовский.
Бессемеровский способ
Бессемеровским способом перерабатывают чугуны, содержащие мало фосфора и серы и богатые кремнием (не менее 2 %). При продувке кислорода сначала окисляется кремний с выделением значительного количества тепла. Вследствие этого начальная температура чугуна примерно с 1300 °C быстро поднимается до 1500—1600° С. Выгорание 1 % Si обусловливает повышение температуры на 200 °C. Около 1500 °C начинается интенсивное выгорание углерода. Вместе с ним интенсивно окисляется и железо, особенно к концу выгорания кремния и углерода:
- Si + O2 = SiO2
- 2 C + O2 = 2 CO ↑
- 2 Fe + O2 = 2 FeO
Образующийся монооксид железа FeO хорошо растворяется в расплавленном чугуне и частично переходит в сталь, а частично реагирует с SiO2 и в виде силиката железа FeSiO3 переходит в шлак:
- FeO + SiO2 = FeSiO3
Фосфор полностью переходит из чугуна в сталь, так P2O5 при избытке SiO2 не может реагировать с основными оксидами, поскольку SiO2 с последними реагирует более энергично. Поэтому фосфористые чугуны перерабатывать в сталь этим способом нельзя.
Все процессы в конвертере идут быстро — в течение 10—20 минут, так как кислород воздуха, продуваемый через чугун, реагирует с соответствующими веществами сразу по всему объёму металла. При продувке воздухом, обогащённым кислородом, процессы ускоряются. Монооксид углерода CO, образующийся при выгорании углерода, в виде пузырьков газа поднимается вверх, сгорая над поверхностью расплава с образованием над горловиной конвертера факел светлого пламени, который по мере выгорания углерода уменьшается, а затем совсем исчезает, что и служит признаком окончания процесса. Получаемая при этом сталь содержит значительные количества растворённого монооксида железа FeO, который сильно снижает качество стали. Поэтому перед разливкой сталь надо обязательно раскислить с помощью различных раскислителей — ферросилиция, ферромарганца или алюминия:
- 2 FeO + Si = 2 Fe + SiO2
- FeO + Mn = Fe + MnO
- 3 FeO + 2Al = 3 Fe + Al2O3
Монооксид марганца MnO как основной оксид реагирует с SiO2 и образует силикат марганца MnSiO3, который переходит в шлак. Оксид алюминия как нерастворимое при этих условиях вещество тоже всплывает наверх и переходит в шлак. Несмотря на простоту и высокую продуктивность, бессемеровский способ теперь не слишком распространён, поскольку он имеет ряд существенных недостатков. Так, чугун для бессемеровского способа должен быть с наименьшим содержанием фосфора и серы, что далеко не всегда возможно. При этом способе происходит очень большое выгорание металла, и выход стали составляет лишь 90 % от массы чугуна, а также расходуется много раскислителей. Серьёзным недостатком является невозможность регулирования химического состава стали.
Бессемеровская сталь содержит обычно менее 0,2 % углерода и используется как техническое железо для производства проволоки, болтов, кровельного железа и т. п.
В настоящее время этот процесс является устаревшим.
Томасовский способ
Томасовским способом перерабатывают чугун с большим содержанием фосфора (более 2 %). Основное отличие этого способа от бессемеровского заключается в том, что футеровку конвертера делают из оксидов магния и кальция. Кроме того, к чугуну добавляют ещё до 15 % CaO. Вследствие этого шлакообразующие вещества содержат значительный избыток оксидов с основными свойствами.
В этих условиях фосфорный ангидрид P2O5, который возникает при сгорании фосфора, взаимодействует с избытком CaO с образованием фосфата кальция, переходит в шлак:
- 4 P + 5 O2 = 2 P2O5
- P2O5 + 3 CaO = Ca3(PO4)2
Реакция горения фосфора является одним из главных источников тепла при этом способе. При сгорании 1 % фосфора температура конвертера поднимается на 150 °C. Сера выделяется в шлак в виде нерастворимого в расплавленной стали сульфида кальция CaS, который образуется в результате взаимодействия растворимого FeS с CaO по реакции
- FeS + CaO = FeO + CaS
Все последние процессы происходят так же, как и при бессемеровском способе. Недостатки Томасовского способа такие же, как и бессемеровского. Томасовская сталь также малоуглеродная и используется как техническое железо для производства проволоки, кровельного железа и т. п.
В СССР Томасовский способ применяли для переработки фосфористого чугуна, полученного из керченского бурого железняка. Получаемый при этом шлак содержит до 20 % P2O5. Его размалывают и применяют как фосфорное удобрение на кислых почвах.
Метод является устаревшим и в настоящее время практически вытеснен из производства.
Мартеновская печь
Мартеновский способ отличается от конвертерного тем, что выжигание избытка углерода в чугуне происходит не только за счёт кислорода воздуха, но и кислорода оксидов железа, которые добавляются в виде железной руды и ржавого железного лома.
Мартеновская печь состоит из плавильной ванны, перекрытой сводом из огнеупорного кирпича, и особых камер регенераторов для предварительного подогрева воздуха и горючего газа. Регенераторы заполнены насадкой из огнеупорного кирпича. Когда первые два регенератора нагреваются печными газами, горючий газ и воздух вдуваются в печь через раскаленные третий и четвёртый регенераторы. Через некоторое время, когда первые два регенератора нагреваются, поток газов направляют в противоположном направлении и т. д.
Плавильные ванны мощных мартеновских печей имеют длину до 16 м, ширину до 6 м и высоту более 1 м. Вместимость таких ванн достигает 500 т стали. В плавильную ванну загружают железный лом и железную руду. К шихте добавляют также известняк как флюс. Температура печи поддерживается при 1600—1700 °C и выше. Выгорание углерода и примесей чугуна в первый период плавки происходит главным образом за счёт избытка кислорода в горючей смеси с теми же реакциями, что и в конвертере, а когда над расплавленным чугуном образуется слой шлака — за счёт оксидов железа:
- 4 Fe2O3 + 6 Si = 8 Fe + 6 SiO2
- 2 Fe2O3 + 6 Mn = 4 Fe + 6 MnO
- Fe2O3 + 3 C = 2 Fe + 3 CO ↑
- 5 Fe2O3 + 2 P = 10 FeO + P2O5
- FeO + С = Fe + CO ↑
Вследствие взаимодействия основных и кислотных оксидов образуются силикаты и фосфаты, которые переходят в шлак. Сера тоже переходит в шлак в виде сульфида кальция:
- MnO + SiO2 = MnSiO3
- 3 CaO + P2O5 = Ca3(PO4)2
- FeS + CaO = FeO + CaS
Мартеновские печи, как и конвертеры, работают периодически. После разливки стали печь снова загружают шихтой и т. д. Процесс переработки чугуна в сталь в мартенах происходит относительно медленно в течение 6-7 часов. В отличие от конвертера, в мартенах можно легко регулировать химический состав стали, добавляя к чугуну железный лом и руду в той или иной пропорции. Перед окончанием плавки нагрев печи прекращают, сливают шлак, а затем добавляют раскислители. В мартенах можно получать и легированную сталь. Для этого в конце плавки добавляют к стали соответствующие металлы или сплавы.
На 2009 год работающие мартеновские печи сохранились только в России, на Украине и в Индии. В 2018 году была закрыта последняя крупная мартеновская печь в России[12]. После этого данный способ производства стали сохранился только на Украине.
Электротермический способ
Электротермический способ имеет перед мартеновским и особенно конвертерным целый ряд преимуществ. Этот способ позволяет получать сталь очень высокого качества и точно регулировать её химический состав. Доступ воздуха в электропечь незначительный, поэтому значительно меньше образуется монооксида железа FeO, загрязняющего сталь и снижающего её свойства. Температура в электропечи — не ниже 1650 °C. Это позволяет проводить плавку стали на основных шлаках (которые трудно плавятся), при которой полнее удаляется фосфор и сера. Кроме того, благодаря очень высокой температуре в электропечах можно легировать сталь тугоплавкими металлами — молибденом и вольфрамом. Но в электропечах расходуется очень много электроэнергии — до 800 кВт·ч на 1 т стали. Поэтому этот способ применяют только для получения высококачественной спецстали.
Электропечи бывают разной ёмкости — от 0,5 до 180 т. Футеровку печи выполняют обычно из периклазо-углеродистого огнеупора, а свод печи из магнезито-хромитового огнеупора. Состав шихты может быть разный. В большей части случаев в электропечах используют 100% металлолома. Иногда шихта состоит на 90 % из железного лома и на 10 % из чугуна, иногда в ней преобладает чугун с добавками в определённой пропорции железной руды и железного лома. К шихте добавляют также известняк или известь как флюс. Химические процессы при выплавке стали в электропечах те же, что и в мартенах.
Свойства стали
Физические свойства
- плотность ρ ≈ 7,86 г/см3 (или 7800 кг/м3) ;
- коэффициент линейного теплового расширения α = (11…13)·10−6 K−1;
- коэффициент теплопроводности k = 58 Вт/(м·K);
- модуль Юнга E = 210 ГПа;
- модуль сдвига G = 80 ГПа;
- коэффициент Пуассона ν = 0,28…0,30;
- удельное электросопротивление (20 °C, 0,37—0,42 % углерода) = 1,71·10−7 Ом·м.
Зависимость свойств от состава и структуры
Свойства сталей зависят от их состава и структуры, которые формируются присутствием и процентным содержанием следующих составляющих:
- Углерод — элемент, с увеличением содержания которого в стали увеличивается её твёрдость и прочность, при этом уменьшается пластичность.
- Кремний и марганец (в пределах 0,5 … 0,7 %) существенного влияния на свойства стали не оказывают. Эти элементы вводятся в большинство углеродистых и низколегированных марок сталей во время операции раскисления (сначала — ферромарганец, затем — ферросилиций, как дешёвые раскисляющие ферросплавы).
- Сера является вредной примесью, образует с железом химическое соединение FeS (сернистое железо). Сернистое железо в сталях образует с железом эвтектику с температурой плавления 1258 К, которая обусловливает ломкость материала при обработке давлением с подогревом. Указанная эвтектика при термической обработке расплавляется, в результате чего между зёрнами теряется связь с образованием трещин. Кроме этого, сера уменьшает пластичность и прочность стали, износостойкость и коррозионную стойкость.
- Фосфор также является вредной примесью, так как придаёт стали хладноломкость (хрупкость при пониженных температурах)[13]. Это объясняется тем, что фосфор вызывает сильную внутрикристаллическую ликвацию. Однако существует группа сталей с повышенным содержанием фосфора, так называемые — «автоматные стали», металлоизделия из которых легко поддаются обработке резанием (например, болты, гайки и пр. на револьверных токарных станках-полуавтоматах).
- Феррит — железо с объёмноцентрированной кристаллической решёткой. Сплавы на его основе обладают мягкой и пластичной микроструктурой.
- Цементит — карбид железа, химическое соединение с формулой Fe3C, наоборот, придаёт стали твёрдость. При появлении в структуре заэвтектоидной стали свободного цементита (при С более 0,8 %) пропадает чёткая связь между содержанием углерода и комплексом механических свойств: твёрдостью, ударной вязкостью и прочностью.
- Перлит — эвтектоидная (мелкодисперсная механическая) смесь двух фаз — феррита и цементита, содержит 1/8 цементита (точнее — согласно правилу «рычага», если пренебречь растворимостью углерода в феррите при комнатной температуре — 0,8/6,67) и поэтому имеет повышенную прочность и твёрдость по сравнению с ферритом. Поэтому доэвтектоидные стали гораздо более пластичны, чем заэвтектоидные.
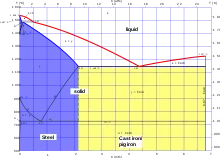
Стали содержат до 2,14 % углерода. Фундаментом науки о стали как сплава железа с углеродом является диаграмма состояния сплавов железо-углерод — графическое отображение фазового состояния сплавов железа с углеродом в зависимости от их химического состава и температуры. Для улучшения механических и других характеристик сталей применяют легирование. Главная цель легирования подавляющего большинства сталей — повышение прочности за счёт растворения легирующих элементов в феррите и аустените, образования карбидов и увеличения прокаливаемости. Кроме того, легирующие элементы могут повышать устойчивость против коррозии, термостойкость, жаропрочность и др. Такие элементы, как хром, марганец, молибден, вольфрам, ванадий, титан образуют карбиды, а никель, кремний, медь, алюминий карбидов не образуют. Кроме того, легирующие элементы уменьшают критическую скорость охлаждения при закалке, что необходимо учитывать при назначении режимов закалки (температуры нагрева и среды для охлаждения). При значительном количестве легирующих элементов может существенно измениться структура, что приводит к образованию новых структурных классов по сравнению с углеродистыми сталями.
Обработка стали
Виды термообработки
Сталь в исходном состоянии достаточно пластична, её можно обрабатывать путём деформирования (давления): ковать, вальцевать, штамповать. Характерной особенностью стали является её способность существенно изменять свои механические свойства после термической обработки, сущность которой заключается в изменении структуры стали при нагреве, выдержке и охлаждении, согласно специальному режиму. Различают следующие виды термической обработки:
- отжиг;
- нормализация;
- закалка;
- отпуск.
Чем богаче сталь на углерод, тем она твёрже после закалки. Сталь с содержанием углерода до 0,3 % (техническое железо) практически закаливанию не поддаётся.
Химико-термическая обработка сталей
Химико-термическая обработка сталей в дополнение к изменениям в структуре стали также приводит к изменению химического состава поверхностного слоя путём добавления различных химических веществ до определённой глубины поверхностного слоя. Эти процедуры требуют использования контролируемых систем нагрева и охлаждения в специальных средах. Среди наиболее распространённых целей, относящихся при использовании этих технологий, является повышение твёрдости поверхности при высокой вязкости сердцевины, уменьшение сил трения, повышение износостойкости, повышение устойчивости к усталости и улучшение коррозионной стойкости. К этим методам относятся:
- Цементация (C) увеличивает твёрдость поверхности мягкой стали из-за увеличения концентрации углерода в поверхностных слоях.
- Азотирование (N), как и цементация, увеличивает поверхностную твёрдость и износостойкость стали.
- Цианирование и нитроцементация (N + C) — это процесс одновременного насыщения поверхности сталей углеродом и азотом. При цианировании используют расплавы солей, имеющих в своём составе группу NaCN, а при нитроцементации — смесь аммиака с газами, которые имеют в составе углерод (СО, СН4 и др.). После цианирования и нитроцементации проводят закаливание и низкий отпуск.
- Сульфатирование (S) — насыщение поверхности серой улучшает приработку трущихся поверхностей деталей, уменьшается коэффициент трения.
Разновидности некоторых сталей
| Марки стали | Термообработка | Твёрдость (сердцевина-поверхность) |
|---|---|---|
| 35 | нормализация | 163—192 HB |
| 40 | улучшение | 192—228 HB |
| 45 | нормализация | 179—207 HB |
| 45 | улучшение | 235—262 HB |
| 55 | закалка и высокий отпуск | 212—248 HB |
| 60 | закалка и высокий отпуск | 217—255 HB |
| 70 | закалка и высокий отпуск | 229—269 HB |
| 80 | закалка и высокий отпуск | 269—302 HB |
| У9 | отжиг | 192 HB |
| У9 | закалка | 50—58 HRC |
| У10 | отжиг | 197 HB |
| У10 | закалка | 62—63 HRC |
| 40Х | улучшение | 235—262 HB |
| 40Х | улучшение+закалка токами выс. частоты | 45-50 HRC; 269—302 HB |
| 40ХН | улучшение | 235—262 HB |
| 40ХН | улучшение+закалка токами выс. частоты | 48-53 HRC; 269—302 HB |
| 35ХМ | улучшение | 235—262 HB |
| 35ХМ | улучшение+закалка токами выс. частоты | 48-53 HRC; 269—302 HB |
| 35Л | нормализация | 163—207 HB |
| 40Л | нормализация | 147 HB |
| 40ГЛ | улучшение | 235—262 HB |
| 45Л | улучшение | 207—235 HB |
| 65Г |
Производство стали
Производство стали в мире
Мировым лидером в производстве стали является Китай, доля которого по итогам 2017 года составила 49 %.
Всего в мире в 2015 году было выплавлено 1 620 млн тонн стали, в 2017 году объём мирового производства составил 1 691,2 млн тонн[14].
В десятку стран-лидеров по выплавке стали вошли[14]:
| Страна | Выплавка в 2017 году, млн тонн |
|---|---|
| Китай | 831,7 |
| Япония | 104,7 |
| Индия | 101,4 |
| США | 81,6 |
| Россия | 71,3 |
| Южная Корея | 71,1 |
| Германия | 43,6 |
| Турция | 37,5 |
| Бразилия | 34,4 |
| Италия | 24,0 |
Производство стали по континентам и регионам распределяется следующим образом (тыс. т):
| Регионы мира | 2011 год | 2017 год |
|---|---|---|
| Азия | 954 190 | 1 162 500 |
| Европейский союз (27) | 177 431 | 168 700 |
| Северная Америка | 118 927 | 116 000 |
| СНГ (6) | 112 434 | 102 100 |
| Южная Америка | 48 357 | 43 700 |
| Прочая Европа | 37 181 | |
| Ближний Восток | 20 325 | |
| Африка | 13 966 | |
| Океания | 7 248 | |
| Всего в мире | 1 490 060 | 1 691 200 |
2008 год
В 2008 году в мире было произведено 1 млрд 329,7 млн тонн стали, что на 1,2 % меньше, чем в 2007 году. Это стало первым сокращением годового объёма производства за последние 11 лет.
2009 год
По итогам первых шести месяцев 2009 года производство стали в 66 странах мира, доля которых в мировой сталелитейной отрасли составляет не менее 98 %, сократилось по сравнению с аналогичным периодом предыдущего года на 21,3 % — с 698,2 млн тонн до 549,3 млн тонн (статистика World Steel Association).
Китай увеличил производство стали относительно аналогичного периода 2008 года на 1,2 % — до 266,6 млн тонн, в Индии производство стали возросло на 1,3 % — до 27,6 млн тонн.
В США производство стали упало на 51,5 %, в Японии — на 40,7 %, в Южной Корее — на 17,3 %, в Германии — на 43,5 %, в Италии — на 42,8 %, во Франции — на 41,5 %, в Великобритании — на 41,8 %, в Бразилии — на 39,5 %, в России — на 30,2 %, на Украине — на 38,8 %.
В июне 2009 г. производство стали в мире составило 99,8 млн тонн, что на 4,1 % больше, чем в мае 2009 года.
Рейтинг ведущих мировых производителей стали
Производство стали по крупнейшим производителям в мире в различные годы (в млн тонн):
| Рейтинг в 2019 году |
Производитель | Страна | Производство в 2006 году[15] |
Производство в 2007 году[15] |
Производство в 2019 году[16] |
|---|---|---|---|---|---|
| 1 | ArcelorMittal | Люксембург | 117,98 | 116,40 | 97,31 |
| 3 | Nippon Steel | Япония | 33,70 | 34,50 | 51,68 |
| 12 | JFE Steel | Япония | 31,83 | 33,80 | 27,35 |
| 5 | POSCO | Ю. Корея | 31,20 | 32,78 | 43,12 |
| 2 | China Baowu Group (Shanghai Baosteel) | Китай | 22,53 | 28,58 | 95,47 |
| 9 | Tata Steel | Индия | 23,95 | 26,52 | 30,15 |
| 6 | Shagang Group (Jiangsu Shagang) | Китай | 14,63 | 22,89 | 41,10 |
| 4 | HBIS Group (Tangshang) | Китай | 19,06 | 22,75 | 46,56 |
| 21 | НЛМК | Россия | - | - | 15,61 |
| 26 | US Steel | США | 21,25 | 20,54 | 15,37 |
| - | China Baowu Group (Wuhan) | Китай | 13,76 | 20,19 | - |
| 14 | Nucor | США | 20,31 | 20,04 | 23,09 |
| - | ArcelorMittal (Riva) | Италия | 18,19 | 17,91 | - |
| 30 | Gerdau Group | Бразилия | 15,57 | 17,90 | 13,13 |
| 35 | ThyssenKrupp | Германия | 16,80 | 17,02 | 12,25 |
| 37 | Северсталь | Россия | 17,60 | 16,75 | 11,85 |
| 28 | Евраз | Россия | 16,10 | 16,30 | 13,81 |
| 7 | Ansteel Group (Anshan) | Китай | 15,00 | 16,17 | 39,20 |
| - | China Baowu Group (Maanshan) | Китай | 10,91 | 14,16 | - |
| 18 | Sail | Индия | 13,50 | 13,87 | 16,18 |
| 32 | ММК | Россия | 12,45 | 13,30 | 12,46 |
| 24 | Techint | Аргентина | 12,83 | 13,20 | 14,44 |
| 10 | Shougang | Китай | 10,55 | 12,85 | 29,34 |
| 23 | China Steel Corp | Тайвань | 12,48 | 12,67 | 15,23 |
| 11 | Shandong Steel (Jinan) | Китай | 11,24 | 12,12 | 27,58 |
| 8 | Jianlong Group | Китай | - | - | 31,19 |
| 13 | Valin Group | Китай | - | - | 24.31 |
Основные производители стали в России

| Рейтинг в 2019 году[16] |
Производитель | Производство в 2006 году[15] | Производство в 2007 году[15] | Производство в 2010 году[17] |
Производство в 2019 году[16] |
|---|---|---|---|---|---|
| 37 | Северсталь | 17,60 | 16,75 | 14,70 | 11,85 |
| 28 | Евраз | 16,10 | 16,30 | 16,29 | 13,81 |
| 32 | ММК | 12,45 | 13,30 | 11,40 | 12,46 |
| 21 | НЛМК | 9,13 | 9,06 | 11,50 | 15,61 |
| 70 | Металлоинвест | 6,28 | 6,43 | 6,10 | 4,87 |
| 86 | Мечел | 5,95 | 6,09 | 6,07 | 3,60 |
| 100 | ТМК | 2,15 | 2,19 | 2,60 | 3,12 |
Международный рынок стали
По состоянию на 2019 год[18] рынок первичной стали (не считая изделий из неё) оценивался в 380 млрд. долл. США.
Крупнейшими экспортёрами были (2019 год) - Китай (39,8 млрд долларов), Япония (26,7 млрд долларов), Германия (25,4 млрд долларов), Южная Корея (23,5 млрд долларов) и Россия (19,8 млрд долларов); импортёрами — Германия (26,3 млрд долларов), США (23,9 млрд долларов), Китай (21,9 млрд долларов), Италия (18,4 млрд долларов) и Южная Корея (14,7 млрд долларов).
Сертификаты качества и соответствия на стальную продукцию
Подавляющая часть стальной продукции подлежит обязательной сертификации. Для простоты в дальнейшем в этом разделе будет упоминаться «прокат», но такие же требования относятся и к поковкам, отливкам, метизам (например, проволока, лента) и проч.
Сертификат качества оформляется предприятием-изготовителем и удостоверяет соответствие продукции действующим нормативам (ГОСТам, ТУ и иным).
Основные нормируемые характеристики:
- сортамент, то есть геометрия проката (размеры, длина, допустимая кривизна и т. п.);
- химический состав стали;
- технические условия (механические свойства, отделка поверхности, для отдельных видов — структура стали и некоторые другие параметры).
Для каких-то видов проката каждая характеристика нормируется отдельным ГОСТом; какие-то ГОСТы объединяют две и даже все три характеристики.
Примеры:
1. Уголок горячекатаный 50х50х5 мм длиной 12,0 м из марки ст3сп-5 нормируется тремя ГОСТами:
- ГОСТ 8509-93 — на размер (50х50х5мм), длину прутков 12,0 м, допустимую кривизну и т. п.
- ГОСТ 380—2005 на химсостав (ст3сп)
- ГОСТ 535—2005 на механические свойства
2. Круг горячекатаный 25 мм из марки ст20 нормируется только двумя ГОСТами:
- ГОСТ 2590—2006 — на диаметр 25 мм и допустимую кривизну
- ГОСТ 1050-88 (новая редакция 1050—2013) на химсостав, и на механические свойства, качество поверхности и т. д.
3. Арматура АIII 28 мм из марки 25Г2С — все параметры регламентируются по ГОСТ 5781-82.
Сертификаты соответствия (в основном) удостоверяют, что тот или иной вид проката, выпускаемого предприятием, отвечает требованиям, не имеющим прямого отношения к прокату как таковому: санитарно-гигиеническим, строительным, особым требованиям, предъявляемым к прокату для нужд атомной, авиационной, судостроительной и некоторых других специальных отраслей промышленности. Выдаются такие Сертификаты специально уполномоченными организациями — в зависимости от назначения проката.
См. также
Примечания
- Сталь в Викисловаре.
- «Материаловедение» Арзамасов Б. Н.
- Akanuma, H. The significance of the composition of excavated iron fragments taken from Stratum III at the site of Kaman-Kalehöyük, Turkey (англ.) // Anatolian Archaeological Studies : journal. — 2005. — Vol. 14. — P. 147—158.
- Ironware piece unearthed from Turkey found to be oldest steel, The Hindu (26 марта 2009). Архивировано 29 марта 2009 года. Дата обращения 27 марта 2009.
- Загадка булатного узора.
- Булат и дамасская сталь — загадки и история.
- Танковая броня
- ГОСТ 380-71, ГОСТ 1050-75
- ГОСТ 4543-71, ГОСТ 5632-72, ГОСТ 14959-79
- Раздел 3.7. Теплопроводность // Новый справочник химика и технолога. — СПб.: MMVI, НПО «Профессионал», 2006. — Т. 12.
- ПОЯСНЕНИЯ К ЕДИНОЙ ТОВАРНОЙ НОМЕНКЛАТУРЕ ВНЕШНЕЭКОНОМИЧЕСКОЙ ДЕЯТЕЛЬНОСТИ ЕВРАЗИЙСКОГО ЭКОНОМИЧЕСКОГО СОЮЗА (ТН ВД ЕАЭС).
- В России остановили крупнейшую мартеновскую печь. РБК. Дата обращения: 23 марта 2018.
- Васильев А. В., Ермаков С. Б. Причины разрушения высокопрочных сталей при пониженных температурах // Науч. журн. НИУ ИТМО; серия «Холодильная техника и кондиционирование». — 2008. — № 2.
- Мировое производство стали в 2017 году выросло на 5,3 процента
- Wold top steelmakers of 2007 // Metal Bulletin Weekly. — 17 March 2008. — № 9038. — С. 7.
- Top steelmakers in 2019 (англ.). World steel association.
- Metal Bulletin. www.metalbulletin.com. Дата обращения: 22 ноября 2020.
- По данным портала oec.world
Литература
- Walter Tirler, Beuth Verlag. «Международное сравнение стали: немецкий / английский» = «Internationaler Stahlvergleich: Deutsch / Englisch» (нем.) / Beuth Verlag GmbH. — 2nd ed. — Berlin, Wien, Zurich: Deutsches Institut für Normung e.V. (DIN), 2016. — 1466 S. — ISBN 3410262385. — ISBN 978-3-410-26238-1. — ISBN 978-3-410-26239-8. (нем.) (англ.)
Ссылки
- VIII. Механические свойства сталей. Краткий справочник металлурга \\ Под ред. Адрнава В. П. — М.: Государственное Научно-Техническое Издательство, 1960. — С. 370.
- Назначение сталей для конструкций машин и механизмов; Северсталь.
- steeluniversity.org (бесплатный интернет-проект, разработанный International Iron and Steel Institute)
- Марочник металлов и сплавов (более 1600 марок металлов и сплавов)
- Соответствие марок сплавов по ANSI, ASME, DIN, JIS, ГОСТ и др.
- Таблицы применимости материалов
- Плотность стали (справочная таблица)
- Сравнительная таблица твёрдости стали (справочная таблица)
| В библиографических каталогах |
|---|
| Основные процессы |
|  | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Основные агрегаты |
| |||||||||||
| Основные продукты и материалы |
| |||||||||||