Мартеновская печь
Марте́новская печь (марте́н) — плавильная печь для переработки передельного чугуна и лома чёрных металлов в сталь нужного химического состава и качества. Название произошло от фамилии французского инженера и металлурга Пьера Эмиля Мартена, создавшего первую печь такого образца в 1864 году.
История
Пьер Мартен предложил новый способ получения литой стали в регенеративных пламенных печах. Использовав разработанный в 1856 году немецким инженером К. В. Сименсом принцип регенерации тепла продуктов горения, Мартен применил его для подогрева не только воздуха, но и газа. Благодаря этому удалось получить температуру, достаточную для выплавки стали. Первая плавка была осуществлена Мартеном на одном из французских заводов 8 апреля 1864 года. Мартеновский способ стал широко применяться в металлургии в последней четверти XIX века, а в начале XX века в мартеновских печах выплавляли половину общего мирового производства стали[1].
Распространению мартеновского способа выплавки стали в Европе способствовал высокий спрос на рельсы и возможность добавления в шихту мартеновских печей до 30 % стального и железного лома (в том числе изношенных рельсов). Проблема повышенного содержания фосфора в европейских рельсах первоначальной укладки решалась добавлением в печь ферромарганца. Таким образом, мартеновская и бессемеровская сталь в 1860-х годах практически заменили тигельную в производстве колёсных бандажей, рессор, осей и рельсов[2].
В России первая мартеновская печь была построена С. И. Мальцевым в 1866—1867 годах на Ивано-Сергиевском железоделательном заводе Мальцевского фабрично-заводского округа. 16 марта 1870 года были осуществлены первые плавки 2,5-тонной печи на Сормовском заводе[3]. Основатель завода — греческий купец, принявший российское подданство, Дмитрий Егорович Бенардаки привёз в 1870 году молодого инженера Александра Износкова, который построил печь. В 1998 году мартеновские печи на Сормовском заводе перестали действовать. В июне 2005 года было заключено охранное обязательство на здание цеха, где была установлена первая российская мартеновская печь, между заводом и министерством культуры Нижегородской области. В мае 2012 года был произведён демонтаж здания прокатного цеха в нарушение требований федерального закона «Об объектах культурного наследия (памятниках истории и культуры) народов РФ»[4][5].
В 1879 году Джон Юз запустил первую мартеновскую печь на Юзовском заводе[6].
Начиная со второй половины XX века доля мартеновской стали в общем объёме производства снижается во всех основных странах-производителях. При этом происходит замещение сталью, выплавляемой в кислородных конвертерах и электропечах. Так, например, в период с 1960 по 2005 годы в СССР (России) доля мартеновской стали в общем объёме производства снизилась с 85 до 25 %; в США — с 87 до нуля %; на Украине — с 53 до 45 %; в Китае — с 25 до нуля %; в Германии — с 47 до нуля %; в Японии — с 68 до нуля %[7]. Начиная с 1970-х годов новые мартеновские печи в мире более не строятся[8]. Мартеновский процесс практически вытеснен гораздо более эффективным кислородно-конвертерным способом (около 63 % мирового производства), а также электроплавкой (более 30 %). По результатам 2008 года на мартеновский способ производства приходится не более 2,2 % мировой выплавки стали[8]. Наибольший удельный вес выплавки стали мартеновским способом в мире по результатам 2008 года наблюдался[9] на Украине.
В 2018 году была закрыта последняя крупная мартеновская печь в России[8]. После этого данный способ производства стали сохранился только на Украине[10].
C 1999 года в мартеновском производстве началось использование бескислородного дутья малой интенсивности. Технология «скрытой» донной продувки основывалась на подаче нейтрального газа через дутьевые элементы, установленные в кладке подины, и применении для её набивки специальных огнеупорных порошков. За 6 лет на эту технологию были переведены 32 мартеновские печи различной ёмкости — от 110 до 400 т, из них 26 — работающих скрап-процессом. В зависимости от ёмкости печи в подине устанавливались 3—5 дутьевых элемента с расходом 30—100 л/мин на элемент. Эта технология позволила существенно снизить горячие и холодные простои, в том числе на ремонт пода; на 10—20 % сократить длительность плавки; на 12—18 % увеличить производительность печей в фактический час и производство стали в цехе; снизить расходы условного топлива, заправочных материалов и печных огнеупоров; в 1,3—2 раза увеличилась стойкость свода и длительность кампании в межремонтный период.
Классификация
В зависимости от состава огнеупорных материалов подины печи мартеновский способ выплавки стали может быть осно́вным (в составе огнеупора преобладают СаО и MgO) и кислым (подина состоит из SiO2). Выбор футеровки зависит от предполагаемого состава шлака в процессе плавки.
Основной принцип действия — вдувание раскалённой смеси горючего газа и воздуха в печь с низким сводчатым потолком, отражающим жар вниз, на расплав. Нагревание воздуха происходит посредством продувания его через предварительно нагретый регенератор (специальная камера, в которой огнеупорным кирпичом выложены каналы). Нагрев регенератора до нужной температуры осуществляется очищенными горячими печными газами. Происходит попеременный процесс: сначала нагрев регенератора продувкой печных газов, затем продувка холодного воздуха.
Мартеновский способ также зависит от состава шихты, используемой при плавке. Различают такие разновидности мартеновского способа выплавки стали:
- скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25—45 % чушкового передельного чугуна; процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55—75 %), скрапа и железной руды; процесс применяют на металлургических заводах, имеющих доменные печи.
Технология

Периоды процесса получения стали в мартеновской печи длятся от пяти до восьми часов (при скоростном сталеварении — до 4,5—5,5 часа) и состоят из этапов[11]:
- Плавление. Плавление начинается ещё до окончания загрузки печи. Плавление стараются проводить при максимальной температуре, чтобы препятствовать растворению в металле газов и не допустить излишнего окисления. В этот период интенсивно окисляются кремний, марганец, железо, фосфор, образуется большое количество закиси железа .
- Окисление. Происходит окисление углерода за счёт ранее образованного . Формула реакции: . Образующийся угарный газ приводит расплав в состояние кипения. В течение 2—3 часов доля углерода в расплаве уменьшается и становится ниже 2 %.
- Раскисление. Если к окончанию плавки в стали растворено большое количество , это придаёт стали хрупкость в горячем состоянии — красноломкость. Для удаления кислорода сталь раскисляют ферросилицием, ферромарганцем или алюминием. Иногда для проверки раскалённый кусок стали подвергают ковке — при плохой раскисленности образуются трещины.



При необходимости, после раскисления вводят легирующие элементы: ферротитан, феррохром, высококремнистый ферросилиций, чистый никель и другие.
После окончания плавки сталь выпускают в ковш.
Для ускорения процесса и повышения производительности на 15—25 % используют кислород. Его вводят при плавке двумя способами:
- обогащая факел пламени в период завалки и расплавления шихтовых материалов;
- продувая через жидкую ванну в период выгорания углерода.
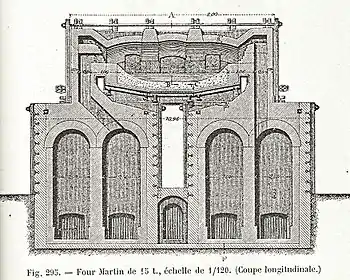
Назначение и устройство элементов печи
Все строение мартеновской печи делится на верхнее и нижнее. Верхнее строение расположено над площадкой мартеновского цеха, которую сооружают для обслуживания печи на высоте 5—7 м над уровнем пола цеха. Верхнее строение состоит из собственно рабочего пространства печи и головок с отходящими вниз вертикальными каналами. Нижняя часть расположена под рабочей площадкой и состоит из шлаковиков, регенеративных камер с насадками и боровов с перекидными устройствами.
Рабочее пространство печи
Рабочее пространство мартеновской печи ограничено сверху сводом, снизу — подом (или «подиной»). В передней стенке видны проёмы — завалочные окна, через которые в рабочее пространство загружают твёрдую шихту и заливают (по специальному приставному жёлобу) жидкий чугун.
Обычно завалочные окна закрыты специальными футерованными крышками с отверстиями — гляделками, через которые сталевар наблюдает за ходом плавки и состоянием печи.
Из всех элементов печи рабочее пространство находится в наиболее тяжёлых условиях — в нём идёт плавка стали. Во время завалки твёрдой шихты огнеупорные материалы, из которых изготовлено рабочее пространство, подвергаются резким тепловым и механическим ударам, во время плавки они подвергаются химическому воздействию расплавленных металлов и шлака; в рабочем пространстве температура максимальна. Стойкостью элементов рабочего пространства печи определяют, как правило, стойкость всей печи и, следовательно, сроки промежуточных и капитальных ремонтов.
Подина печи
Подиной является нижняя часть рабочего пространства мартеновской печи. Над подом находится расплавленный металл. Подина должна выдерживать массу металла и шлака, удары при загрузке шихты, воздействие эрозионных процессов при взаимодействии с расплавленными металлом и шлаком, действие напряжений, возникающих в огнеупорных материалах при частых и резких перепадах температур.
Верхний слой основной подины изготовляют обычно из магнезитового порошка (реже доломитового), который набивают или наваривают на служащий основанием магнезитовый кирпич.
Задняя и передняя стенки мартеновской печи работают (особенно в нижней части) почти в тех же условиях, что и подина, так как они также соприкасаются с жидким металлом и шлаком. Заднюю и переднюю стенки кислой мартеновской печи выкладывают из динасового кирпича, основной мартеновской печи — из магнезитового. В магнезитовой части кладки предусматривают температурные швы, заполняемые картоном, фанерой, деревянными прокладками. При нагреве прокладки выгорают, а расширяющийся кирпич заполняет зазоры.
Несмотря на то, что материал пода, а также задней и передней стенок по своим химическим свойствам соответствует характеру шлака (основного или кислого), шлак взаимодействует с огнеупорной футеровкой. Те места ванны, которые соприкасаются во время плавки со шлаком, оказываются после выпуска плавки несколько повреждёнными (изъеденными шлаком). Если не принять специальных мер, то через несколько плавок степень износа может возрасти настолько, что печь будет в аварийном состоянии. Чтобы избежать этого, после каждой плавки подину ремонтируют (заправка печи): на изъеденные места кислой подины набрасывают песок, а основной подины — магнезитовый или доломитовый порошок. Заправке подвергают и торцовые части подины, прилегающие к головкам печи; их называют откосами. Заправку осуществляют с помощью специальных заправочных машин.
В 1958 году Геннадий Иванович Барышников предложил оригинальный способ наварки подин с помощью обыкновенной окалины. В результате время наварки подин сократилось до 7 часов. Попутно было найдено решение проблемы долговечности подин. Над этой проблемой безуспешно бились многие учёные с мировым именем, в том числе и знаменитый советский металлург В. Е. Грум-Гржимайло, а справился с ней выпускник металлургического техникума. Применение мелкодисперсного магнезитового порошка, размолотого до состояния пыли, вместо обычного порошка создавало подину высокой прочности. При этом время заправки подин (профилактического ремонта после каждой плавки) сократилось до одного часа.
Свод печи
Свод мартеновской печи практически не соприкасается со шлаком, поэтому его можно изготовлять из кислых и основных огнеупорных материалов независимо от типа процесса. Своды изготовляют из динасового или термостойкого магнезитохромитового кирпича.
Головки печи
Рабочее пространство с торцов оканчивается головками. Правильный выбор конструкции головок имеет большое значение для хорошей работы печей. Через головки в печь подают воздух и топливо. От того, с какой скоростью вводят в рабочее пространство воздух и топливо и насколько хорошо струи топлива и воздуха перемешиваются, зависят форма и ряд других характеристик факела, а от факела зависит и вся работа печи.
Головки должны обеспечить:
- хорошую настильность факела по всей длине ванны (чтобы максимум тепла передать ванне и минимум — своду и стенкам);
- минимальное сопротивление при отводе продуктов сгорания из рабочего пространства;
- хорошее перемешивание топлива и воздуха для полного сжигания топлива в рабочем пространстве печи.
Чтобы удовлетворить первому и третьему требованиям, сечение выходных отверстий должно быть малым (чтобы скорости ввода воздуха и топлива были максимальными); для удовлетворения второго требования сечение, наоборот, должно быть максимальным. Эта двоякая роль головок (с одной стороны, служить для ввода в печь воздуха и топлива, а с другой — отводить продукты сгорания) ставит очень непростую задачу перед конструкторами при проектировании печей.
Шлаковики
Отходящие из рабочего пространства печи дымовые газы проходят через головку и по вертикальным каналам попадают в шлаковики. В шлаковиках оседает 50—75 % плавильной пыли, причём оседает крупная пыль, более мелкие фракции в значительной степени уносятся в трубу (10—25 % пыли оседает в насадках регенераторов). На пути движения дымовых газов плавильная пыль, содержащаяся в них, реагирует с материалами кладки. Это обстоятельство приходится учитывать при выборе материалов для кладки вертикальных каналов и шлаковиков.
Почти вся пыль представляет собой основные окислы (в том числе 60—80 % оксидов железа). Если вертикальные каналы и шлаковики футерованы динасовым кирпичом, то основные окислы, из которых состоит пыль, энергично взаимодействуют с кислым материалом футеровки с образованием легкоплавких силикатов железа. Стойкость футеровки оказывается недостаточной, и, кроме того, оседающая в шлаковиках пыль образует плотный монолит, который во время ремонта очень трудно извлекать.
В связи с этим для кладки вертикальных каналов и шлаковиков часто применяют термостойкий магнезитохромитовый кирпич. В этом случае взаимодействие футеровки с плавильной пылью не влияет так сильно на материал футеровки, а осевшая в шлаковике пыль представляет собой более рыхлую массу. Однако очистка шлаковиков от массы осевшей в них пыли (шлака) — операция также очень трудоёмкая, для её осуществления используют специальное оборудование.
В шлаковиках должна вмещаться вся плавильная пыль, вылетающая из печи. В газах, выходящих из рабочего пространства мартеновской печи, содержится пыли 2—4,5 г/м³, в моменты продувки ванны кислородом количество пыли возрастает почти в десять раз.
Регенераторы
Из шлаковиков отходящие газы с температурой 1500—1600 °С попадают в насадки регенераторов. Объём насадки регенераторов и площадь поверхности её нагрева, то есть поверхности кирпича насадки, омываемой движущимися газами, взаимосвязаны. Эти величины определяют специальным теплотехническим расчётом, от них зависят основные показатели работы печи — производительность и расход топлива. Регенераторы должны обеспечивать постоянную высокую температуру подогрева газа и воздуха. В более тяжёлых условиях работают верхние ряды насадок, поскольку в этой части регенератора температура и осаждение пыли наиболее высокие, поэтому верхние ряды насадок выкладывают из термостойкого магнезитохромитового или форстеритового кирпича. Нижние ряды насадок работают при температурах 1000—1200 °С (и менее), их выкладывают из более дешёвого и прочного шамотного кирпича.
Перекидные клапаны
Мартеновская печь — агрегат реверсивного действия, в котором направление движения газов по системе печи периодически меняется. Для этого в боровах, а также в газопроводах и воздухопроводах устанавливают систему шиберов, клапанов, дросселей, задвижек, объединяемых общим названием «перекидные клапаны». Операция «перекидки клапанов» в современных мартеновских печах автоматизирована.
Из боровов дымовые газы поступают в дымовую трубу. Высоту трубы рассчитывают таким образом, чтобы создаваемая ею тяга (разрежение) была достаточной для преодоления сопротивления движению дымовых газов на всём пути.
Дымовая труба — сложное и дорогостоящее сооружение. Высота дымовых труб современных крупных мартеновских печей превышает 100 м. Дымовые трубы обычно выкладывают из красного кирпича с внутренней футеровкой из шамотного кирпича.
Таким образом, в конструкциях современных мартеновских печей широко используют следующие огнеупорные материалы: магнезит, магнезитохромит, форстерит, динас и шамот. Объём огнеупорной кладки 500-тонной печи составляет около 3750 м³. Ряд элементов печи изготовляют из металла, некоторые из них (рамы и заслонки завалочных окон, балки, поддерживающие свод рабочего пространства, перекидные клапаны и др.) соприкасаются с горячими газами и нуждаются в непрерывном охлаждении.
Расход воды на охлаждение этих элементов печи очень значителен. Современные большие мартеновские печи требуют для охлаждения более 400 м³ воды в 1 ч. С охлаждающей водой теряется 15—25 % общего количества тепла, вводимого в печь. Расход воды зависит от её жёсткости. Допустимая температура нагрева воды тем выше, чем меньше жёсткость воды. Обычно допускается нагрев охлаждающей воды на 20—25 °С, что равносильно тому, что 1 л воды уносит 85—105 кДж.
Для уменьшения расхода воды водяное охлаждение ряда элементов печи заменяют испарительным. Если применять не техническую, а химически очищенную воду, то можно, не боясь выпадения осадка (накипи), нагревать её до 100 °С и выше. При этом от охлаждаемого элемента отводится не только тепло, затрачиваемое на нагревание воды до кипения, но и скрытая теплота парообразования (2,26 МДж/кг), то есть 1 л воды отводит от охлаждаемого элемента печи не 85—105 кДж, а 2,58—2,6 МДж. Таким образом, расход воды можно сократить почти в 30 раз, кроме того, на больших печах получают при этом некоторое количество пара (до 10 т/ч), который может быть использован.
Существует также так называемое «горячее» охлаждение печей. Система горячего охлаждения технологически мало отличается от обычного способа охлаждения обычной производственной водой. Все охлаждаемые элементы печи остаются без изменения, но через них вместо обычной производственной воды с температурой 15—30 °С пропускают химически очищенную теплофикационную воду из оборотной теплофикационной сети с температурой 50—80 °С, которая, пройдя охлаждаемые элементы печи и подогревшись в них на 20—30 °С, возвращается обратно в теплофикационную сеть, где передаёт полученное тепло потребителю.
Тепловой и материальный баланс плавки
Для двух типовых составов[12]:
- Материальный баланс 1
- Расход: скрап — 66, чугун — 34, известняк — 4, заправочный материал — 3, руда — 2, ферромарганец — 1
- Приход: сталь жидкая — 96, шлак конечный — 8, шлак после выпуска — 5 , СО от окисления углерода — 3, СО от разложения извести и известняка — 2, влага — 1, корольки — 1
- Тепловой баланс 1
- Расход: теплота сгорания топлива — 61, тепло воздуха в регенераторах — 29, экзотермические реакции выгорания примесей — 8
- Приход: уносится с продуктами — 61, потери в окружающую среду — 16, на нагрев стали — 15, на нагрев шлака — 3
- Материальный баланс 2
- Расход: скрап — 34, чугун — 66, руда в завалку — 15, известняк — 5 , заправочный материал (доломит и магнезит) — 3, руда в период кипения — 2, ферромарганец — 1
- Приход: сталь жидкая — 103, шлак конечный — 8, шлак после выпуска — 7, СО от окисления углерода — 6, СО от разложения извести и известняка — 2, влага — 1, корольки — 1
- Тепловой баланс 2
- Расход: теплота сгорания топлива — 48, тепло воздуха в регенераторах — 20, тепло газа в регенераторах — 11, экзотермические реакции выгорания примесей — 8
- Приход: уносится с продуктами — 58, потери в окружающую среду — 15, на нагрев стали — 20, на нагрев шлака — 5, разложение известняка — 1
Автоматизация мартеновских печей
Поскольку мартеновская плавка состоит из четырёх периодов, характеризующихся своими теплотехническими и технологическими задачами, каждый из них предъявляет соответствующие требования к автоматизации процесса. Основными задачами, которые необходимы для обеспечения соответствующих параметров плавки и управляющих воздействий являются:
- Обеспечение минимальной продолжительности плавки.
- Получение стали заданного состава и температуры.
- Обеспечение стойкости огнеупорной кладки.
- Экономичное использование топлива.
Выделяют следующие особенности мартеновских печей с точки зрения автоматизации по сравнению с другими плавильными печами[13]:
- процесс циклически повторяется от завалки до выпуска плавки (периодичность);
- питание печи теплом и температура различных частей печи меняются по ходу плавки, от плавки к плавке и по ходу кампании печи;
- технологические процессы, протекающие в печи, идут с поглощением и выделением тепла и выделением горючего газа из ванны;
- режим работы печи подвержен резким возмущениям, связанным с периодическим реверсированием факела;
- отсутствует полное математическое описание технологических и теплотехнических процессов;
- отсутствуют многие датчики, необходимые для автоматического управления мартеновской плавкой (датчики состава металла, шлака и др.);
- многие элементы печи, в особенности ванна, имеют плохие динамические свойства.
Российские заводы, использовавшие мартеновские печи
По состоянию на август 2009 года мартеновские печи функционировали на следующих российских металлургических предприятиях:[8]
- Бежицкий сталелитейный завод
- Волгоградский металлургический комбинат «Красный Октябрь»[14]
- Выксунский металлургический завод — последнюю мартеновскую печь закрыли в первом полугодии 2018 г.[15][16]
- Гурьевский металлургический завод — две печи действуют по сей день[17]
- Златоустовский металлургический завод — мартеновский цех выведен из эксплуатации
- Ижевский металлургический завод (ОАО «Ижсталь») — мартеновское производство остановлено в 2009 году[18]
- Кулебакский металлургический завод — остановлена 20 декабря 2011 года
- Металлургический завод «Петросталь» (дочернее предприятие ОАО «Кировский завод») - мартеновское производство действовало по состоянию на август 2021 года
- Металлургический завод «Амурсталь»[19]
- ОАО «Уральская Сталь» (бывш. Орско-Халиловский металлургический комбинат) — все печи остановлены в апреле 2013 года
- Нижнетагильский металлургический завод имени В. В. Куйбышева
- Нижнетагильский металлургический комбинат
- Омутнинский металлургический завод (ЗАО «ОМЗ»)
- Северский трубный завод — мартеновское производство остановлено в 2008 году
- Таганрогский металлургический завод — мартеновское производство прекращено в октябре 2013 года
- Челябинский металлургический комбинат
- Челябинский трубопрокатный завод
- Череповецкий металлургический комбинат — остановлен в 2011 году
- Чусовской металлургический завод — остановлен в 2013 году
- Белорецкий металлургический комбинат — 4 мартеновских печи, выведены из работы под руководством группы Мечел.
23 марта 2018 года закрыта последняя крупная мартеновская печь в России на Выксунском металлургическом заводе.[20] Однако по состоянию на август 2021 года мартеновское производство на Металлургическом заводе "Петросталь" в Санкт-Петербурге продолжало действовать[21], а по оценкам Мировой металлургической ассоциации, в 2020 году 2% стали в России было произведено мартеновским способом[22].
Примечания
- Кудрин, 1989, с. 284.
- Карабасов и др., 2014, с. 164.
- Кудрин, 1989, с. 284—285.
- Цех, где была установлена первая в России мартеновская печь, снесли (недоступная ссылка). Дата обращения: 2 февраля 2013. Архивировано 23 июня 2015 года.
- Вести. Ru: В Нижнем Новгороде отмечают день рождения мартеновских печей
- Карабасов и др., 2014, с. 186.
- Дюдкин, Кисиленко, 2007, с. 18—21.
- В России остановили крупнейшую мартеновскую печь. РБК. Дата обращения: 23 марта 2018.
- World Steel in Figures 2019 (англ.). World Steel Association. Дата обращения: 23 марта 2018.
- World Steel in Figures 2019.
- Остапенко Н. Н. Технология металлов
- Балансы мартеновской плавки
- Автоматизация металлургических печей / Каганов В. Ю. [и др.] — М.: Металлургия, 1975. — с. 292—294
- История Волгоградского металлургического завода «Красный Октябрь»
- Мартеновскую печь на Выксунском металлургическом заводе планируется остановить в I полугодии 2018 года. НТА-Приволжье (12.09.2017). Дата обращения: 9 марта 2018.
- Сергей Гнусков. Сыны Гефеста. На одном из старейших предприятий российской металлургии остановлены мартеновские печи. nplus1.ru (27 марта 2018). Дата обращения: 27 марта 2018.
- Официальный сайт ОАО «Гурьевский металлургический завод»
- История. ПАО «Ижсталь».
- Хроника знаменательных дат завода «Амурсталь». Официальный сайт металлургического завода «Амурсталь».
- Конец эпохи: закрыта последняя мартеновская печь в России. Регнум (26 марта 2018). Дата обращения: 11 августа 2020. Архивировано 11 августа 2020 года.
- Прокуратура заинтересовалась «рыжим дымом» над Кировским заводом. Виновником считают мартеновские печи «Петростали». www.fontanka.ru (12 августа 2021). Дата обращения: 22 декабря 2021.
- World Steel in Figures 2021 (англ.). World Steel Association.
Литература
- Татарченко Дм. М. Металлургия чугуна, железа и стали в общедоступном изложении, 3-е изд. — ГТТИ, 1932. — 492 с.
- World Steel in Figures 2009 (англ.) // World Steel Association. — Brussels, Belgium, 2009. — P. 10.
- Толковый металлургический словарь. Основные термины / под ред. В. И. Куманина. — М.: Рус. яз., 1989. — 446 с. — ISBN 5-200-00797-6.
- Технология конструкционных материалов / под ред. д-ра техн. наук проф. А. М. Дальского. — М.: Машиностроение, 1985. — 448 с.
- Дюдкин Д. А., Кисиленко В. В. Современная технология производства стали. — М.: Теплотехник, 2007. — 528 с. — 1000 экз. — ISBN 5-98457-052-1.
- Кудрин В. А. Металлургия стали: Учебник для вузов — 2-е изд., перераб. и доп. — М.: Металлургия, 1989. — 560 с. — 7450 экз. — ISBN 5-229-00234-4
- Карабасов Ю. С., Черноусов П. И., Коротченко Н. А., Голубев О. В. Металлургия и время : Энциклопедия : в 6 т. — М. : Издательский Дом МИСиС, 2014. — Т. 6 : Металлургия и социум. Взаимное влияние и развитие. — 224 с. — 1000 экз. — ISBN 978-5-87623-760-6 (т. 6).
Ссылки
| Основные процессы |
|  | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Основные агрегаты |
| |||||||||||
| Основные продукты и материалы |
| |||||||||||