Конвертерное производство
Конвертерное производство — получение стали в сталеплавильных агрегатах-конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превращение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава. Выделяющееся в процессе окисления тепло повышает температуру расплава до необходимой для расплавления стали, то есть конвертер не требует топлива для работы. На начало XXI века более 60 % стали в мире производится конвертерным способом[1].
Процессы
Классификация конвертерных процессов
Основными способами классификации являются способ подвода, состав дутья и других реагентов, состав футеровки, способ ввода дополнительного тепла в конвертер. По способу подвода дутья процессы делятся на три группы:
- с продувкой снизу;
- с продувкой сверху;
- с комбинированной продувкой.
Бессемеровский и томасовский процессы относятся к группе процессов с продувкой снизу. В качестве дутья в этих процессах применяется воздух, обогащённый кислородом воздух и парокислородная смесь. Кислородно-конвертерный процесс и процесс Кальдо относятся к группе процессов с продувкой сверху. Бессемеровский и томасовский процессы уступают место процессам с продувкой сверху.
По способу ввода дополнительного тепла в конвертер выделяют процессы:
- со сжиганием дополнительного топлива в ходе продувки;
- с дополнительным дожиганием монооксида углерода до оксидом углерода в полости конвертера;
- с предварительным подогревом металлолома в конвертере;
- со сжиганием дополнительного топлива и дожиганием монооксида углерода до оксидом углерода в ходе продувки;
- с предварительным подогревом металлолома перед продувкой и сжиганием дополнительного топлива в процессе продувки;
- с предварительным подогревом металлолома перед продувкой и дожиганием газов в ходе продувки;
- с предварительным подогревом металлолома до продувки, сжиганием дополнительного топлива и дожиганием угарного газа до углекислого в ходе продувки[2].
Бессемеровский процесс

Первый массовый способ получения жидкой стали открыл английский изобретатель Генри Бессемер в 1856. До Бессемера плавленой стали не существовало: невозможно было получить температуру свыше 1500°, необходимую для расплавления металла с пониженным относительно чугуна содержанием углерода. Сталь получали пудлингованием и ковкой криц.
Продувка расплава в бессемеровском конвертере осуществляется атмосферным воздухом. Содержащийся в нём азот уносит заметную часть полезного тепла реакции, не позволяя вносить в плавку большие количества лома, и частично переходит примесью в получаемую сталь. Основной недостаток процесса — невысокое качество металла за счёт неудалённых при продувке вредных примесей (фосфора и серы). Для выплавки бессемеровских чугунов нужны очень чистые по содержанию серы и фосфора железные руды, природные запасы которых ограничены.
Томасовский процесс
Англичанин Сидни Гилкрист Томас в 1878 вместо кислой динасовой футеровки бессемеровского конвертера применил основную футеровку, а для связывания фосфора предложил использовать известь. Томасовский процесс позволил перерабатывать высокофосфористые чугуны и получил распространение в странах, где железные руды большинства месторождений содержат много фосфора (Бельгия, Люксембург, др.). Однако и томасовская сталь была низкого качества.
В 1864 французский металлург П. Мартен разработал процесс получения стали в мартеновской печи. В отличие от конвертерных способов получения стали, мартеновский процесс отличался малой требовательностью к химическому составу исходного материала, позволял переплавлять большое количество стального лома; качество мартеновской стали было выше конвертерной. Однако следует заметить, что время плавки в мартеновской печи гораздо больше, чем в конвертере. Мартеновская печь требует внешнего обогрева в течение всей плавки, в то время как конвертер разогревается сам. Вследствие этого мартеновский способ вытесняется окончательно конвертерным. Единственным достоинством стали, выплавленной в мартеновской печи, по сравнению с конвертерной, остается её большой ассортимент, в то время как для повышения количества марок стали конвертерной используют установку доводки стали.
К середине XX века мартеновским способом изготовлялось около 80 % всей стали, производимой в мире. Но именно в этот период началось бурное возрождение конвертерного производства, связанное с применением продувки чистым кислородом.
Кислородно-конвертерный процесс
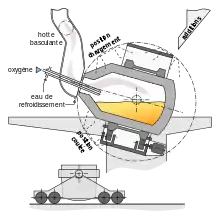
![]() Конвертерное производство стали
Конвертерное производство стали
Первый патент на кислородное дутьё получил ещё сам изобретатель процесса Генри Бессемер. Однако опробование идеи долгое время сдерживалось отсутствием тоннажного производства кислорода. Только к началу 1930-х годов кислород промышленной чистоты стал доступен в больших количествах благодаря созданию криогенных установок для сжижения воздуха и разгонки его на фракции. Первые довоенные опыты по продувке чугуна кислородом производились в небольших ковшах вместимостью единицы тонн. В 1933—1936 годах с подачи и под руководством инженера Н. И. Мозгового на киевском заводе «Большевик» были проведены, по-видимому, первые в мировой практике плавки с применением кислородной продувки[3]. Параллельно шли опыты в Германии и Австрии.
Всеобщее вытеснение кислородно-конвертерным производством мартеновского началось только по окончании Второй мировой войны, с воплощением предвоенных наработок по криогенной технике, проектированием и постройкой очень крупных кислородных установок при металлургических заводах, обеспечивавших не только продувку конвертеров, но и обогащение кислородом доменного дутья. Одновременно развивались методы экспресс-контроля параметров плавки: по сравнению с мартеновской конвертерная плавка очень скоротечна (десятки минут) и требует тщательного отслеживания содержания углерода, температуры расплава и отходящих газов и др. с целью своевременного прекращения продувки. Совершенствование автоматики, лабораторной техники и измерительных приборов было таким же необходимым условием выплавки качественной конвертерной стали, как и получение нужных количеств кислорода. Металл, получаемый кислородно-конвертерным процессом, по качеству стал равноценным мартеновской стали, себестоимость стали снизилась на 20—25 %, производительность увеличилась на 25—30 %.
На сегодняшний день существует три основных режима работы кислородного конвертера: с полным дожиганием окиси углерода, с частичным и без дожигания СО.
Существует много разновидностей кислородно-конвертерного процесса, предназначенного для производства стали требуемого качества из чугунов различных составов: низко- и высокофосфористых, кремнистых и низкокремнистых, марганцовистых и высокомарганцовистых и т. п. Наибольшее распространение получил кислородно-конвертерный способ с верхней продувкой чугуна технически чистым кислородом (чистотой не менее 99,5 %, остальные 0,5 % — азот, аргон, криптон).
В начале развития кислородно-конвертерного производства стойкость футеровки была низкой (200—250 плавок), а продолжительность смены футеровки — достаточно высокой. При таком положении дел один из установленных в цехе конвертеров постоянно находился на ремонте. В дальнейшем время эксплуатации конвертера до замены футеровки увеличилась (Так, на ЗСМК в экспериментальном порядке достигли 2500 плавок), время на замену футеровки сократилось и загрузка цехов стала полной[4].
Устройство конвертера
Бессемеровский и томасовский конвертеры представляют собой сосуд грушевидной формы, выполненный из стального листа с футеровкой изнутри. Футеровка бессемеровского конвертера кислая (динасовый кирпич), томасовского — основная (смолодоломит).
Сверху в суживающейся части конвертера — горловине — имеется отверстие, служащее для заливки чугуна и выпуска стали. В классическом конвертере с нижней продувкой дутье, подаваемое в воздушную коробку, поступает в полость конвертера через фурмы (сквозные отверстия), имеющиеся в футеровке днища. Дутьем служит воздух, подаваемый под давлением 0,30—0,35 МПа. Цилиндрическая часть конвертера охвачена опорным кольцом; к нему крепятся цапфы, на которых конвертер поворачивается вокруг горизонтальной оси.
Стойкость днища бессемеровского конвертера составляет 15—25 плавок, после чего их заменяют. Стойкость остальной футеровки выше: у томасовского конвертера 250—400 плавок, у бессемеровского 1300—2000 плавок. Таким образом, футеровка конвертера — химически активный расходный материал, требующий периодического обновления.
В современном кислородном конвертере дутьё подаётся через опускаемую сверху фурму с несколькими сверхзвуковыми соплами Лаваля на конце, направленными почти под прямым углом к поверхности расплава. Сама фурма, как правило, не заглубляется в расплав. Для предохранения от брызг и отвода газов горловина конвертера прикрывается опускающимся колоколом, также сверху смонтированы и контрольные приборы типа пирометров и газоанализаторов. Режим плавки и состав шихты (процент чугуна, лома, руды, состав и количество добавляемых ферросплавов) рассчитываются компьютером по результатам лабораторных экспресс-анализов и текущих измерений.
Автоматизация конвертерного процесса
Основные понятия
Конверторный процесс отличается высокой скоростью протекания, что усложняет процесс управления плавкой. Контролируемые параметры процесса разделяют на четыре группы:
- заданные параметры;
- начальные параметры;
- параметры, изменяющиеся по ходу продувки;
- конечные.
Заданные параметры в системах контроля обычно определены маркой стали и развесом отливаемых слитков. К таким параметрам относятся: масса жидкой стали, состав и температура металла, заданную основность конечного шлака. Начальными параметрами считаются состав, температура и масса жидкого чугуна, также вид и масса металлолома и сыпучих материалов. Относятся к начальным параметрам также и общая масса угля на плавку и общее количество кислорода, необходимое для процесса плавки.
Параметры, изменяющиеся по ходу продувки, называют динамическими. К ним относятся:
- положение фурмы;
- минутный и общий расход и давление кислорода;
- состав и температура металла;
- состав шлака;
- расход, состав, температура отходящих газов;
- светимость факела;
- уровень шума;
- вибрации конвертера и фурмы;
- расход, давление и температура воды на охлаждение фурмы;
- время присадки сыпучих материалов;
- время продувки.
Конечные параметры передают информацию о массе получившейся стали, состав и температуру металла, состав шлака. Успешными результатами управления плавкой считается совпадение конечных и заданных параметров. Дополнительными факторами являются минимальные затраты материалов и время процесса плавки.
Системы контроля конвертерного процесса
Конвертерная плавка характеризуется следующими системами контроля:
- Контроль параметров чугуна;
- Определение массы шихтовых материалов и продуктов плавки;
- Контроль качества извести;
- Контроль параметров дутья;
- Контроль положения кислородной фурмы;
- Контроль содержания углерода в металле;
- Контроль температуры металла;
- Контроль уровня ванны в продувке;
- Контроль шлакообразования.
Автоматические системы управления технологией плавки
С точки зрения автоматического управления в конвертерном производстве выделяют следующие величины[5]:
- Основные выходные (управляемые) величины: масса металла в процессе и в конце продувки, концентрация углерода, фосфора и серы в ванне в процессе и в конце продувки, температура металла в процессе и в конце продувки.
- Дополнительные выходные величины: масса шлака, температура шлака, температура конвертерных газов, количество конвертерных газов, состав шлака, состав конвертерных газов.
- Входные управляющие величины: масса чугуна, масса стального лома, масса руды в каждой порции, масса извести, масса известняка, время ввода в конвертер сыпучих материалов, расход кислорода, расстояние между кислородной фурмой и уровнем спокойной ванны, продолжительность продувки.
- Контролируемые возмущающие воздействия: содержание в чугуне кремния, марганца, серы, фосфора, температура чугуна, содержание кислорода в дутье, интервал времени между плавками.
- Неконтролируемые возмущающие воздействия: содержание углерода в чугуне, состав сыпучих материалов, размеры и температура лома, масса и состав попадающего в конвертер миксерного шлака.
Виды управления конвертерным процессом
В общем случае рассчитывается необходимое для плавки его количество и количество примесей, а также общее число кислорода. Такие расчеты производят обычно для систем со статическим управлением конвертерной плавки. Динамическое управление процессом плавки используется как метод повышения точности управления, когда необходимо получить сталь заданного состава и температуры без дополнительной операции додувки.
Цель динамического управления состоит не только в получении к моменту прекращения продувки заданных температур и содержания углерода, но и в обеспечении определённых траекторий измерения температуры металла и концентрации углерода в ходе плавки. От того, как изменяется температура металла в процессе продувки, зависит ход шлакообразования, а от него возможность выбросов из конвертера и степень дефосфоризации и десульфурапии металла[5].
Различают четыре периода плавки в зависимости от динамики изменения температуры отходящих газов[5]:
- Начальный период (зажигание плавки), характеризуется постоянным расходом кислорода и медленным увеличением температуры.
- Период подъёма температуры отходящих газов, характерен автоматическим изменением расхода кислорода для обеспечения определённой скорости повышения температуры.
- Период неизменной температуры отходящих газов, в течение которого поддерживается примерно постоянный расход кислорода.
- Конечный период понижения температуры отходящих газов, в течение которого расход кислорода поддерживается постоянным.
Примечания
- http://steelcast.ru/ld_process Выплавка стали в кислородном конвертере
- Старов Р. В., Нагорских В. А. Производство стали в конвертерах (пособие подручному сталевара).— К.: Техніка, 1987.— 167 с., ил.
- http://kpi.ua/ru/928-7-foto Мозговой Николай Илларионович — выдающийся изобретатель и учёный, выпускник КПИ
- Степанов, Игорь Германович. Организация производства. Новокузнецк. 2003
- Глинков Г. М., Маковский В. А. АСУ ТП в черной металлургии. — 2-е, перераб.. — М.: Металлургия, 1999. — С. 188—189. — 310 с. — ISBN 5-229-01251-X.
| Основные процессы |
|  | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Основные агрегаты |
| |||||||||||
| Основные продукты и материалы |
| |||||||||||