Слябинг
Слябинг (англ. slabbing) — одно- или двухклетевой стан горячей прокатки, предназначенный для обжатия больших слитков в плоские заготовки — слябы, предназначенные для дальнейшей обработки с получением листового и сортового проката[1][2].

Применение
Слябинги применяются для обжатия заготовок массой 40—45 тонн. Готовые слябы имеют прямоугольное сечение шириной 100—300 мм и длиной 600—2320 мм[2]. В отличие от блюминга, слябинг, как правило имеет две пары валков — горизонтальные и вертикальные, устанавливаемые для получения правильного прямоугольного сечения сляба. Обжатие слитка происходит в реверсивном режиме[3]. Наибольшее распространение получили универсальные двухклетевые слябинги, в которых первая клеть снабжена 2 горизонтальными валками, вторая — двумя вертикальными валками. Клети располагаются рядом для обеспечения непрерывной прокатки[4].
Альтернативным способом получения заготовки для листовых станов является разливка стали на машинах непрерывного литья[5].
В состав слябинга входят рабочие клети, двигатели, механизмы привода и перемещения валков. К вспомогательному оборудованию относятся слитковозы, рольганги, кантователи, машины огневой зачистки слябов, ножницы, холодильники и штабелировщики. Горизонтальная клеть слябинга, как правило, имеет цельнолитую станину. В нажимных механизмах используются винтовые и червячные передачи от двигателей, обеспечивающих подъём верхнего валка. Вертикальная клеть слябинга состоит из трёх частей, которые соединяются анкерными кольцами. Привод каждого вертикального валка осуществляется через независимый редуктор и вертикальный шпиндель[4][6].
Технология
Технологический процесс производства слябов начинается с подогрева слитков в вертикальном положении в нагревательных колодцах до 1100—1280 °С[7]. Затем слитки взвешиваются и подаются по рольгангу к валкам слябинга. Прокатка сляба осуществляется в универсальной клети за 19—31 проход с обжатиями на 50—120 мм за проход. Существуют технологические схемы с одновременной реверсивной прокаткой двух слитков. Уширение слитка компенсируется вертикальными валками. После прокатки сляб может проходить огневую зачистку поверхности, резку на слябы требуемой длины и клеймение. Готовые слябы перемещаются на склад или к следующему по технологической цепочке прокатному стану[8].
Годовая производительность универсального слябинга 1250 составляет 6 млн тонн слитков. Масса технологического оборудования такого слябинга составляет 8850 тонн, суммарная мощность приводов 40,4 МВт[9].
Первые слябинги появились в США в конце XIX — начале XX века. В СССР первый слябинг был запущен в 1937 году на заводе «Запорожсталь». В 1960-е годы слябинги производства Новокраматорского завода производительностью до 5 млн т слябов в год вводились в эксплуатацию на Магнитогорском, Ждановском и Карагандинском металлургических заводах. В 1960—1970-х годах слябинги 1200—1370 мм были установлены на металлургических заводах США, ФРГ, Японии и других стран[4].
В связи с интенсивным развитием в XX веке непрерывного литья стали число слябингов, вводимых в эксплуатацию, заметно уменьшилось[4].
Примечания
- Целиков и др., 1988, с. 22—24, 101.
- Коротич, 2000, с. 336.
- Целиков и др., 1988, с. 103.
- Слябинг / Жаворонков В. А. // Сафлор — Соан. — М. : Советская энциклопедия, 1976. — С. 599—600. — (Большая советская энциклопедия : [в 30 т.] / гл. ред. А. М. Прохоров ; 1969—1978, т. 23).
- Коротич, 2000, с. 232.
- Целиков и др., 1988, с. 104—106.
- Коротич, 2000, с. 338.
- Целиков и др., 1988, с. 103—104.
- Целиков и др., 1988, с. 106.
Литература
- Целиков А. И., Полухин А. И., Гребеник В. М. и др. Машины и агрегаты металлургических заводов : Учебник для вузов : в 3 т. — 2-е изд., перераб. и доп. — М. : Металлургия, 1988. — Т. 3. Машины и агрегаты для производства и отделки проката. — 680 с. — 9360 экз. — ISBN 5-229-00035-X.
- Коротич В. И., Набойченко С. С., Сотников А. И., Грачев С. В., Фурман Е. Л., Ляшков В. Б. Начала металлургии: Учебник для вузов / под ред. В. И. Коротича. — Екатеринбург: УГТУ, 2000. — 392 с. — ISBN 5-230-06611-3.
Ссылки
| Основные процессы | 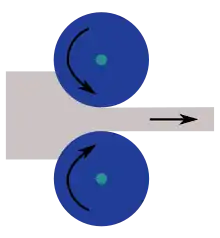 | |
|---|---|---|
| Основные агрегаты | ||
| Продукты | ||