Отверждение
Отвержде́ние — процесс, в результате которого происходит необратимое превращение жидких реакционноспособных олигомеров и (или) мономеров в твердые неплавкие и нерастворимые сетчатые полимеры. Процесс отверждения протекает с участием специальных отвердителей или в результате взаимодействия реакционноспособных групп олигомеров между собой под действием тепла, ультрафиолетового света или излучения высокой энергии. Является важной технологической операцией при формовании изделий из реактопластов, герметизации заливочными компаундами и герметиками, получении клеевых соединений и лакокрасочных покрытий. Процесс отверждения каучуков принято называть вулканизацией.
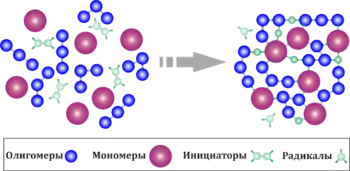
Под действием излучения инициаторы распадаются на радикалы. Образовавшиеся радикалы способствуют вводу в цепную реакцию новых радикалов и взаимодействуют с мономерами и олигомерами с образованием сетчатых структур.
Освободившаяся энергия радикалов обеспечивает соединение макромолекул мономеров и олигомеров.
Отверждение может протекать при обычной и повышенной температуре, и соответственно подразделяться на холодное и горячее отверждение, при повышенном или пониженном давлении, на открытом воздухе или без доступа кислорода О2. Отверждение полимеров может протекать по механизму поликонденсации (например, отверждение фенолоформальдегидных смол) или полимеризации (например, отверждение полиэфирных смол). В отдельных случаях в одном процессе могут сочетаться оба механизма (например, отверждение эпоксидных смол ангидридами кислот в присутствии катализаторов — третичных аминов).
Отвердители процесса
В роли отвердителей выступают полифункциональные соединения, такие как диамины, полиамины, фенолы, гликоли, ангидриды и пр.. К отвердителям относят также радикальные инициаторы — органические пероксиды, диазосоединения, и катализаторы ионной полимеризации — третичные амины, кислоты Льюиса и другие. Часто инициаторы отверждения сочетают с ускорителями, например с нафтенатом кобальта). В молекулах некоторых отвердителей (таких как производные триэтаноламина) могут содержаться как реакционноспособные, так и катализирующие группы.
Количество отвердителя в композиции зависит от количества функциональных групп в олигомере и в самом отвердителе. Количество инициатора или катализатора зависит от активности данных групп и обычно составляет 0,1-5 %. Для замедления отверждения используют ингибиторы полимеризации.[1]
Холодное отверждение
Ультрафиолетовое отверждение (UV Cure)

Ультрафиолетовое отверждение это фотохимически индуцированная полимеризация при помощи ультрафиолетового излучения. В УФ-отверждаемых покрытиях содержатся фотоинициаторы. При попадании на них световой энергии УФ-излучения — фотоинициаторы распадаются на свободные радикалы, представляющие собой молекулы кислорода с высокой энергией. В процессе перемещения радикалы сталкиваются с олигомерами и мономерами, соединяясь с ними. При отверждении образуется матрица, сшитая из полимерных цепей.[2]
Источником ультрафиолетового излучения, как правило служат ультрафиолетовые лампы или LED-диоды излучающие в ультрафиолетовом спектре.[3]
Радиационное отверждение
Под действием облучения происходит сополимеризация олигомеров и мономеров. Радиационное отверждение композиций идёт только под лучом, без организации дополнительных условий (температура, давление, вакуум и т. д.). При этом отсутствует необходимость введения инициаторов, так как взаимодействующие группы образуются за счёт разрыва цепей основных полимеров. Этот процесс хорошо управляем, источник облучения может быть расположен как непосредственно в линии формирования изделий, так и отделён.[4] Основными преимуществами радиационного отверждения являются: высокая энергетическая эффективность, снижение или полное исключение испарения продуктов, высокая производительность процесса, комнатная температура отверждения.[5]
Радиационное отверждение эффективно в случае пленкообразователей, способных к химическим превращениям за счёт реакции полимеризации. Радиационное воздействие на полиграфический оттиск даёт возможность получать результат высокого качества, в сочетании с высокой скоростью печати. Объясняется это тем, что можно использовать краску, растворенную в низкомолекулярном продукте, полимеризующимся на бумаге под действием излучения. Тогда как при термическом отверждении приходится пользоваться раствором красок в инертном растворителе, который необходимо испарять с бумаги.[4] Большинство покрытий удовлетворительно отверждается при поглощённых дозах 80—140 кГр и энергии электронов 0,06—0,08 пДж. Высокие дозы излучения нежелательны во избежание деструктивных процессов. При радиационном воздействии покрытия на металлических подложках отверждаются, как правило, быстрее и при меньших дозах излучения, чем, например, на древесине, картоне или пластмассе. Это объясняется большей отражательной способностью металлов, чем других материалов.[6]
Ультразвуковое отверждение
Этот способ отверждения основан на передаче механических колебаний от ультразвукового преобразователя к клею, находящемуся на поверхности раздела между соединяемыми деталями. Он даёт хорошие результаты, когда в конструкции используется порошкообразный или плёночный клей. Тепло, выделенное в результате поглощения ультразвуковой энергии, расплавляет или отверждает клей.
Композицию подвергают ультразвуковой обработке в режиме длины волны, близкой или кратной длинам волн теплового колебания композиции, соответствующим максимумам диэлектрических потерь компонентов, смеси композиции или всей композиции. Колебательные воздействия можно проводить в импульсном режиме. При этом длины и периодичность импульсов кратны длинам волн воздействующих колебаний или близки (или кратны) длинам среднестатистическим сегментов макромолекул соответствующих ингредиентов, составляющих композицию.[7]

Выделяемое в процессе ультразвукового воздействия тепло имеет локальный характер и возникает в точке приложения. Благодаря этому качеству для соединения уже отверждённых композиций широко применяется ультразвуковая сварка. Расплавляя и повторно отверждая твердые и мягкие пластмассы, полукристаллические пластмассы и металлы, данная технология позволяет быстро упаковывать опасные вещества без использования клеящих компонентов и высоких температур.
Ультразвуковая обработка может применяется и как катализатор при горячем отверждении. Так воздействие ультразвука на эпоксидный клей горячего отверждения перед нанесением его на склеиваемые детали существенно сокращает время его приготовления при одновременном повышении прочности клеевых соединений. На примере склеивания материалов клеями холодного отверждения установлено, что в результате ультразвуковой обработки улучшается смачиваемость поверхности наполнителя смолой. Частицы наполнителя равномернее распределяются в объёме полимера, наблюдается ускорение процесса отверждения, улучшается растекание клея на поверхности детали за счёт уменьшения исходной вязкости, снижается угол смачивания для всех исследуемых материалов.[8]
Горячее отверждение
Электронно-лучевое отверждение (EB Cure)
Электронное отверждение (electron beam), как и УФ-отверждение, позволяет добиваться 100 % отверждения красок, лаков и адгезионных составов. Образование межмолекулярных связей и отверждение под потоком электронных лучей аналогично УФ-отверждению, но для запуска процесса достаточно энергии электронов и не требуются инициаторы. Нагреваемые электричеством вольфрамовые нити в вакуумной камере генерируют поток электронов. Электроны разогнавшись до высокой скорости, попадают на отверждаемый материал. Энергия электронов зависит от напряжения, определяющего глубину их проникновения в материал и максимальную толщину отверждаемого или высушиваемого материала.
Данный тип отверждения пока узко специализирован и применяется при печати, ламинировании и при производстве гибкой упаковки, покрываемой поверх традиционных красок стойким к истиранию глянцевым лаком.
Инфракрасное (терморадиационное) отверждение (IR cure)

Терморадиационный способ основан на способности материала пропускать инфракрасные лучи определённой длины. При поглощении лучей подложкой она нагревается. Часть энергии отражается от поверхности, часть поглощается подложкой, а остальная переносится на материал. Прямой перенос энергии сразу инициирует реакцию отверждения. Преимущество отверждения ИК-облучением заключается в возможности переноса большого количества энергии за очень короткий промежуток времени.
Хотя ИК камеры способны отверждать покрытия намного быстрее, чем прочие установки на результат сильно влияют размеры, формы и массы изделий. Для эффективного отверждения важно равномерное попадание ИК-излучения на все участки отверждаемой поверхности. Расстояние от поверхности до источника излучения также существенно влияет на процесс отверждения покрытия. Если у отверждаемой заготовки присутствуют геометрические области, скрытые или сильно удалённые от источника излучения, то в дополнении к терморадиационному методу рекомендуется применять конвекционный.[9]
Искусственными источниками инфракрасных волн являются лампы накаливания, металлические и керамические плиты, спирали, газовые горелки и др. При использовании длинноволнового инфракрасного излучения источник излучения нагревается до максимальной температуры +750 С°, при отверждении средневолновым устройством — источник энергии достигает температуры +750 ÷ +1450 С°. При коротковолновой ИК-сушке (например в покрасочных камерах) нагрев изделия происходит излучением, которое проникает сквозь слой ЛКП и поглощается поверхностью подложки на 90 %. Источник излучения может достигать максимальной температуры +3000 С°, что способствует беспрепятственному выходу летучих продуктов из плёнки. Благодаря этому процесс формирования лакокрасочного покрытия существенно ускоряется.[10]
Высокочастотное (радиочастотное) отверждение
Основано на поглощении энергии материалом субстрата при помещении его в переменное электрическое поле с частотой (10…15)·106 ГГц. Целесообразность использования высокочастотного нагрева отмечена при производстве стеклопластиков, древесностружечных плит, намоточных и профильных изделий, а также заливочных компаундов. Так, например, отверждение стеклопластиков на основе эпоксидно-фенольных связующих может быть осуществлено за несколько минут, а эпоксидные заливочные компаунды достигают стабильных свойств за 30-60 мин. Наиболее высокая степень отверждения 96,8 % получена после воздействия поля ТВЧ в течение 105 с. на композицию клея ВК-9, содержащего в качестве отвердителя и пластификатора олигоамид ПО-300.[11] При высокочастотном отверждении заливочных эпоксидные или акрилатных композиции непосредственно в металлических формах снижается их вязкость, ускоряется миграция воздушных включений к поверхности материала, достигается более полное отверждение. Степень отверждения эпоксидных композиций при использовании традиционного метода не превышает 86-87 %, а при обработке в поле ТВЧ она достигает 97-98 %.[12]
Индукционное отверждение
Индукционное (индуктивное) отверждение предполагает нахождение изделия в магнитном поле и его нагревание с помощью возникающих внутри вихревых токов. В результате этого тепло вырабатывается непосредственно внутри изделия. Тем самым полимеризация покрытия происходит всегда по направлению изнутри наружу. Если изделие выполнено не из электропроводящих материалов, то данный тип отверждение может использоваться только при нанесении на него отверждаемых материалов, содержащих в качестве наполнителя металлические порошки.
Конвекционное отверждение
Конвекционное отверждение — не самостоятельный способ, а дополнительное условие качественного протекания процесса. Если при горячем отверждении весь слой отверждаемого вещества должен быть максимально быстро нагрет до необходимой температуры для его однородного распределения, минимизации вязкости и без ухудшения растекаемости, то необходимо обеспечить конвекцию тепла в его структуре. При медленном нагревании внутри слоя материала (например краски или лака) начинается процесс отверждения ещё до того, как произошло его достаточное растекание по поверхности изделия, в результате чего отверждённая поверхность получается неровной. Постоянство температуры горячей сушки и контроль температуры в процессе нагрева обеспечивают получение равномерного покрытия и предотвращают перегрев[13].
Конвекционное отверждение осуществляется за счёт движения потока нагретого воздуха на изделия. Для нагревания воздуха в конвекционных сушилках могут использоваться все известные источники энергии. Обычно это электрические тэны, газовые или дизельные горелки, паровые радиаторы. Для перемещения тепла по объёму камеры применяются вентиляторы.
Примечания
- [www.xumuk.ru/encyklopedia/2/3167.html Отверждение] // П. Г. Бабаевский.
- Системы УФ-отверждения//Джек Кенни, Журнал Флексография, № 03, 2006
- Как работает УФ-отверждения и процесс УФ-полимеризации. - Изготовление УФ-систем полимеризации / UV Expert (рус.). Дата обращения 3 октября 2017.
- О возможностях радиационных технологий
- Справочник по композиционным материалам = Handbook of composites / под ред. Дж. Любина. — Москва: Машиностроение, 1988. — Т. 1. — С. 67. — 448 с. — ISBN 5-217-00225-5.
- Радиационное отверждение (недоступная ссылка). Дата обращения: 27 декабря 2012. Архивировано 25 августа 2011 года.
- Клеевая композиция и способ её отверждения
- Тризно М.С. Клеи и склеивание. — 1980. — 120 с. Архивированная копия (недоступная ссылка). Дата обращения: 28 декабря 2012. Архивировано 23 ноября 2012 года.
- Порошковые покрытия, порошковые краски — полимеризация (недоступная ссылка). Дата обращения: 28 декабря 2012. Архивировано 10 ноября 2011 года.
- ИК—сушка лакокрасочных покрытий
- Получение полимерных материалов и изделий отверждением темореактивных композиций под действием электрических полей. // Дворко И. М.
- Отверждение полимерных заливочных композиций в поле ТВЧ / А. А. Штурман, А. Н. Черкашина // Пластические массы. 1989. -№ 11. — С.75-77.
- Особенности отверждения (полимеризация) полимерных покрытий