Моделирование методом наплавления
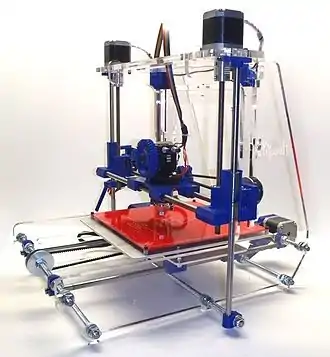
Моделирование методом послойного наплавления (англ. fused deposition modeling, FDM) — аддитивная технология, широко используемая при создании трёхмерных моделей, при прототипировании и в промышленном производстве.
Технология FDM подразумевает создание трёхмерных объектов за счёт нанесения последовательных слоёв материала, повторяющих контуры цифровой модели. Как правило, в качестве материалов для печати выступают термопластики, поставляемые в виде катушек нитей или прутков.
Технология FDM была разработана С. Скоттом Крампом в конце 1980-х годов и вышла на коммерческий рынок в 1990 году.
Оригинальный термин «Fused Deposition Modeling» и аббревиатура FDM являются торговыми марками компании «Stratasys». Энтузиасты 3D-печати, участники проекта RepRap, придумали аналогичный термин «fused filament fabrication» («производство способом наплавления нитей»), или FFF, для использования в обход юридических ограничений. Термины FDM и FFF равнозначны по смыслу и назначению.
История
Технология печати методом послойного наплавления (FDM) была разработана С. Скоттом Крампом в конце 1980-х годов и представлена на рынке компанией «Stratasys», начиная с 1990 года. На данное время технология получает всё большее распространение среди любителей, создающих принтеры с открытым исходным кодом, а также коммерческих предприятий ввиду истечения срока действия оригинального патента. В свою очередь, широкое распространение технологии привело к существенному снижению цен на 3D-принтеры, использующие данный способ производства.
Процесс
Производственный цикл начинается с обработки трёхмерной цифровой модели. Модель в формате STL делится на слои и ориентируется наиболее подходящим образом для печати. Процесс подготовки модели для печати называется «slicing», в результате которого генерируется G-code. В нём закладываются все параметры печати, перемещения экструдера, при необходимости генерируются поддерживающие структуры, необходимые для печати нависающих элементов. Некоторые устройства позволяют использовать разные материалы во время одного производственного цикла. Например, возможна печать модели из одного материала с печатью опор из другого, легкорастворимого материала, что позволяет с лёгкостью удалять поддерживающие структуры после завершения процесса печати. Альтернативно, возможна печать разными цветами одного и того же вида пластика при создании единой модели.
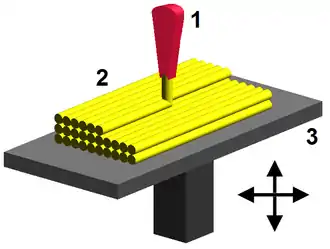
Изделие, или «модель», производится выдавливанием («экструзией») и нанесением микрокапель расплавленного термопластика с формированием последовательных слоёв, застывающих сразу после экструдирования.[1][2][3]
Пластиковая нить разматывается с катушки и подаётся в экструдер — устройство, оснащённое механическим приводом для подачи нити, нагревательным элементом для плавки материала и соплом, через которое осуществляется непосредственно экструзия. Нагревательный элемент служит для нагревания сопла, которое в свою очередь плавит пластиковую нить и подаёт расплавленный материал на строящуюся модель. Как правило, верхняя часть сопла наоборот охлаждается с помощью вентилятора для создания резкого градиента температур, необходимого для обеспечения плавной подачи материала.
Экструдер перемещается в горизонтальной и вертикальной плоскостях под контролем алгоритмов, аналогичных используемым в станках с числовым программным управлением. Сопло перемещается по траектории, заданной системой автоматизированного проектирования. Модель строится слой за слоем, снизу вверх. Как правило, экструдер (также называемый «печатающей головкой») приводится в движение шаговыми двигателями или сервоприводами. Наиболее популярной системой координат, применяемой в FDM, является прямоугольная, с осями X, Y и Z. Альтернативой является цилиндрическая система координат, используемая так называемыми «дельта-роботами».
Технология FDM отличается высокой гибкостью, но имеет определённые ограничения. Хотя создание нависающих структур возможно при небольших углах наклона, в случае с большими углами необходимо использование искусственных опор, как правило, создающихся в процессе печати и отделяемых от модели по завершении процесса.
В качестве расходных материалов доступны всевозможные термопластики и композиты, включая ABS, PLA[4], поликарбонаты, полиамиды, полистирол, лигнин и многие другие. Как правило, различные материалы предоставляют выбор баланса между определёнными прочностными и температурными характеристиками.
Применение
Моделирование методом послойного наплавления (FDM) применяется для быстрого прототипирования и быстрого производства. Быстрое прототипирование облегчает повторное испытание с последовательной, пошаговой модернизацией предмета. Быстрое производство служит в качестве недорогой альтернативы стандартным способам при создании мелкосерийных партий.
FDM является одним из наименее дорогих способов печати, что обеспечивает растущую популярность бытовых принтеров, основанных на этой технологии. В быту 3D-принтеры, работающие по технологии FDM, могут применяться для создания самых разных объектов целевого назначения, а также игрушек, украшений и сувениров.
Расходные материалы
FDM-принтеры предназначены для печати термопластиками, которые обычно поставляются в виде тонких нитей, намотанных на катушки. Ассортимент «чистых» пластиков весьма широк. Одним из наиболее популярных материалов является полилактид, или «PLA-пластик». Этот материал изготавливается из кукурузы или сахарного тростника, что обуславливает его нетоксичность и экологичность, но делает его относительно недолговечным. АБС-пластик, наоборот, очень долговечен и износоустойчив, хотя и восприимчив к прямому солнечному свету и может выделять небольшие объёмы вредных испарений при нагревании[4]. Из этого материала промышленным образом производятся многие пластиковые предметы, которыми мы пользуемся на повседневной основе: корпуса бытовых устройств, сантехника, пластиковые карты, игрушки и т. д.
Кроме PLA и ABS возможна печать нейлоном, поликарбонатом, полиэтиленом и многими другими термопластиками, широко распространёнными в современной промышленности. Возможно и применение более экзотичных материалов — таких, как поливиниловый спирт, известный как «PVA-пластик». Этот материал растворяется в воде, что делает его весьма полезным при печати моделей сложной геометрической формы.
Вовсе необязательно печатать однородными пластиками. Возможно и применение композитных материалов, имитирующих древесину, металлы, камень. Такие материалы используют всё те же термопластики, но с примесями непластичных материалов. Так, Laywoo-D3 состоит отчасти из натуральной древесной пыли, что позволяет печатать «деревянные» изделия, включая мебель.
Материал под названием BronzeFill имеет наполнитель из настоящей бронзы, а изготовленные из него модели поддаются шлифовке и полировке, достигая высокой схожести с изделиями из чистой бронзы.
Стоит лишь помнить, что связующим элементом в композитных материалах служат термопластики — именно они и определяют пороги прочности, термоустойчивости и другие физические и химические свойства готовых моделей.
Примечания
- Слюсар, В. И. Фаббер-технологии: сам себе конструктор и фабрикант. Конструктор. — 2002. — № 1 5—7 (2002).
- Слюсар, В. И. Фаббер-технологии. Новое средство трехмерного моделирования. Электроника: наука, технология, бизнес. — 2003. — № 5 54—60 (2003).
- Слюсар, В. И. Фабрика в каждый дом. Вокруг света. — № 1 (2008). — Январь, 2008 96—102 (2008).
- Brian Evans, Practical 3D Printers: The Science and Art of 3D Printing, Apress 2012, ISBN 9781430243939, page 20 (англ.).
Ссылки
- Справочная информация портала 3Dtoday
- Fused Deposition Modeling Works (недоступная ссылка) — Thre3d.com
- Roboforum
- Slic3r
- Ultimaker Cura