G-code
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Окончательная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код как стандарт ISO 6983-1:2009, Госкомитет по стандартам СССР — как ГОСТ 20999-83[1]. В советской технической литературе G-код обозначается как код ИСО 7-бит (ISO 7-bit), это вызвано тем, что G-код кодировали на 8-дорожечную перфоленту в коде ISO 7-bit (разработан для представления информации УЧПУ в виде машинного кода так же, как и коды AEG и PC8C), восьмая дорожка использовалась для контроля чётности.
Производители систем УЧПУ (CNC), как правило, используют ПО управления станком, для которого написана (оператором) программа обработки в качестве осмысленных команд управления, используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению[2].
G-Code — это также стандартный язык, используемый многими моделями 3D-принтеров для управления процессом печати. Файлы GCODE могут быть открыты с помощью различных программ 3D-печати, например, Simplify3D, GCode Viewer, а также с помощью текстового редактора, поскольку их содержимое представляет собой обычный текст.
Структура программы
Основные требования к структуре
Программа, написанная с использованием G-кода, имеет жёсткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и может необязательно иметь явно указанный номер, начинающийся с буквы N, за исключением первого кадра программы и комментариев. Этот номер является по сути меткой кадра и необязательно должен нарастать в программе или представлять собой последовательные целые числа, важно, чтобы номер не повторялся в пределах программы, например, допустимо:
... N200 G0 n100 x0 x5y4 ...
В большинстве современных интерпретаторов кода допустимо использовать в коде программы строчные и прописные буквы, как в примере.
Пробелы в строке кадра игнорируются, поэтому допустимо слитное написание команд кадра.
Первый (а в некоторых случаях ещё и последний) кадр содержит только один необязательный знак <%>. Завершается программа командами M02 или M30.
Комментарии к программе размещаются в круглых скобках. Комментарий может располагаться как в отдельной строке, так и в любом месте кадра среди команд. Недопустимо оформлять в качестве комментария несколько строк, охваченных парой круглых скобок.
Элементарные команды в каждом кадре выполняются одновременно, поэтому порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды (например, выбор плоскости круговой интерполяции, скоростей перемещений по осям и др.), затем задание координат перемещения, затем выбора режимов обработки и технологические команды.
Максимальное число элементарных команд и заданий координат в одном кадре зависит от конкретного интерпретатора языка управления станками, но для большинства популярных интерпретаторов (стоек управления) не превышает 6.
Координаты задаются указанием оси с последующим числовым значением координаты. Целая и дробная части числа координаты разделяются десятичной точкой. Допустимо опускание незначащих нулей, либо их добавление. Также в подавляющем количестве интерпретаторов допустимо не добавлять десятичную точку к целым числам. Например: Y0.5 и Y.5, Y77, Y77. и Y077.0.
Существуют так называемые модальные и немодальные команды. Модальные команды изменяют некоторый параметр/настройку и эта настройка действует на все далее исполняемые кадры программы до их смены очередной модальной командой либо её отмены. К модальным командам, например, относятся скорости перемещения инструмента, управления скоростью шпинделя, подачи смазочно-охлаждающей жидкости (СОЖ) и др. Немодальные команды действуют только внутри их содержащего кадра. К немодальным командам относятся, например, команды разгона и торможения шпинделя.
Интерпретатор кода (стойка управления) станком запоминает значение введённых параметров и настроек до их смены очередной модальной командой или отмены ранее введённой модальной команды, поэтому необязательно указание в каждом кадре, например, скорости перемещения инструмента.
Описание и вызов подпрограмм
Язык допускает многократное исполнение однократно записанной последовательности команд и перемещений инструмента, вызываемую из разных частей программы, например, вырезания в листовой заготовке многих отверстий с одинаковым сложным контуром, расположенных в разных местах будущей детали. При этом в теле подпрограммы описывается траектория движения инструмента для вырезания одного отверстия, а в программе производится многократный вызов подпрограммы их разных мест. В теле подпрограммы перемещения инструмента задаются в относительных координатах — координатах описывающих траекторию инструмента при обработке отверстия, переход к относительной системе координат (иногда такую систему координат называют <инкрементной>) производится командой G91 в начале тела подпрограммы, а возврат к абсолютной системе координат командой G90 — в конце тела подпрограммы. В инкрементной системе команды перемещения инструмента интерпретируются как приращения, например:
g90 x5 (назначение абсолютной системы координат, после исполнения этого кадра машинная координата по оси X станет равной 5) g91 x10 (назначение инкрементной системы координат, после исполнения этого кадра машинная координата по оси X станет равной 15) x-15 (после исполнения этого кадра машинная координата по оси X станет равной 0, так как продолжает действовать инкрементная система координат, заданная модальной командой g91)
Тело подпрограммы обязательно должно быть описано до команды конца программы — М30, но допустимо расположение подпрограммы после команды М02 — конца программы и иметь имя, начинающееся с буквы О с цифрами номера подпрограммы, например, О112. В конце тела подпрограммы помещается команда возврата в основную программу — М99.
В программе вызов подпрограммы производится командой М98 с указанием обязательного параметра имени подпрограммы P. Недопустимо совпадение имён подпрограмм в пределах одной программы. Пример вызова подпрограммы O112: M98 P112. Допустимо при вызове подпрограммы указание числа вызовов подпрограммы добавлением необязательного параметра L, например, двукратный вызов подпрограммы 112: M98 P112 L2, что, например, может быть полезно при описании выполнения второго прохода чистовой обработки после первого прохода черновой обработки. При опущенном параметре L подпрограмма вызывается однократно.
Управляющее математическое обеспечение некоторых станков или некоторые интерпретаторы G-кода допускают вызов подпрограмм по номеру строки (кадра) в программе, для этого используется команда M97 с параметром P, указывающем на номер (метку) строки, например, M97 P321 L4 — четырёхкратный вызов подпрограммы начинающейся с меткой N321. Оформленная таким образом подпрограмма как обычно должна заканчиваться командой M99 — возвратом в вызвавшую программу.
Допустимо вложение подпрограмм, то есть из подпрограммы возможен вызов другой подпрограммы. Максимально допустимое число уровней вложения зависит от реализации конкретного интерпретатора G-кода.
- Пример программы вырезания 2 прямоугольных отверстий 10?20 мм, увеличенных на диаметр торцевой фрезы, с координатами левых нижних углов отверстий x=57, y=62 и x=104, y=76 в листовой заготовке толщиной 5 мм с вызовом подпрограммы описывающей вырезание одного отверстия
... (Фрагмент программы) G00 X57 Y62 (позиционирование по X, Y на 1-е отверстие) M98 P112 (вырезание 1-го отверстия) G00 X104 Y76 (позиционирование по X, Y на 2-е отверстие) M98 P112 (вырезание 2-го отверстия) ... М02 (Конец программы) ... (Тело подпрограммы) O112 (Метка подпрограммы, номер 112) G00 Z1 (Подвод инструмента на высоту 1 мм над поверхностью заготовки со скоростью холостого перемещения) G01 F40 Z-5.5 (Врезание инструмента на глубину -5,5 мм в заготовку со скоростью 40 мм/мин) G91 (Переход в относительную систему координат, в этой системе вначале X=0, Y=0) G01 F20 X10 (Вырезание 1-й стороны прямоугольника со скоростью 20 мм/мин) Y20 (Вырезание 2-й стороны прямоугольника со скоростью 20 мм/мин) X-10 (Вырезание 3-й стороны прямоугольника со скоростью 20 мм/мин. Так как включена инкрементальная система координат, то возврат инструмента в исходную точку до вызова подпрограммы указывается в виде приращения координаты, здесь -10.) Y-20 (Вырезание 4-й стороны прямоугольника со скоростью 20 мм/мин) G90 (Переход в абсолютную систему координат, восстановление текущих координат до перехода в относительную систему) G00 Z5 (Подъём инструмента на высоту 5 мм над поверхностью заготовки со скоростью холостого перемещения) M99 (Возврат в вызывавшую программу или подпрограмму) ... М30 (Конец интерпретируемого кода программы. После исполнения этой команды указатель номера кадра устанавливается на 1-ю строку программы и исполнение программы останавливается)
Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G (аббревиатура от слова General):
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьба)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
| Коды | Описание |
|---|---|
| G00-G03 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, ZX, YZ) |
| G20-G21 | Не стандартизовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G85 | Циклы сверления, растачивания, нарезания резьбы |
| G90-G91 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд
| Команда | Описание | Пример |
|---|---|---|
| G00[3] | Ускоренное перемещение инструмента (холостой ход). При холостом перемещении НЕ ОБЯЗАТЕЛЬНО производится линейная интерполяция перемещения аналогично команде G01. В некоторых интерпретаторах при выполнении команды перемещения по нескольким осям одновременно, перемещение по осям отрабатывается с максимальной скоростью, поэтому линейное перемещение от исходной точки в конечную точку не обеспечивается, поэтому нельзя производить ходы обработки детали при действии этой модальной команды. | G0 X0 Y0 Z100. |
| G01 | Линейная интерполяция, модальная команда. Инструмент (рабочий орган) перемещается по отрезку прямой линии от исходной точки с координатами до исполнения команды в точку с заданными в команде координатами, скорость перемещения задаётся здесь же или ранее модальной командой F. При этом скорость перемещения связана со скоростями перемещения по осям как
— приращения координат между кадрами; — скорости по осям. |
G01 X0. Y0. Z100. F200. |
| G02 | Круговая интерполяция по часовой стрелке, модальная команда. Инструмент перемещается по дуге окружности по часовой стрелке от исходной точки с координатами до исполнения команды в точку с заданными в команде координатами, скорость перемещения задаётся в этой команде параметром F, радиус дуги задаётся параметром R, либо указанием координат центра дуги параметрами I — (смещение центра по оси X относительно начальной координаты X), J — (смещение центра по оси Y относительно начальной координаты Y), К — (смещение центра по оси Z относительно начальной координаты Z) относительно начальных координат инструмента. Для указания плоскости, в которой производится круговая интерполяция, предварительно должна быть указана плоскость круговой интерполяции (в этом же или в другом предварительном кадре) модальной командой G17 (плоскость X-Y), или G18 (плоскость X-Z), или G19 (плоскость Y-Z). Скорость перемещения задана модальной командой F. | G02 G17 X15. Y15. R5. F200. или G02 G17 X20. Y15. I-50. J-60. |
| G03 | Круговая интерполяция против часовой стрелки. Параметры и действие аналогичны команде G02. | G03 X15. Y15. R5. F200. |
| G04 | Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления, P обычно задает паузу в миллисекундах, X — в секундах. В некоторых интерпретаторах P задает паузу в секундах и параметр X в этой команде не используется. Также в некоторых интерпретаторах возможно задание задержки параметром U. | G04 P500 или G04 X.5 |
| G10 | Переключение абсолютной системы координат. В примере начало координат станет в точке 10, 10, 10 старых координат. | G10 X10. Y10. Z10. |
| G15 | Переход в полярную (цилиндрическую) систему координат. В этой системе параметр X задаёт радиус, а Y угол в градусах. Если включена абсолютная система координат (G90), то начало полярных координат будет в точке текущих координат 0; 0, если включена инкрементная система координат, то начало координат будет в точке, достигнутой при отработке предыдущего кадра. | G15 X15. Y22.5 |
| G16 | Отмена полярной системы координат | G16 X15. Y22.5 |
| G17 | Выбор рабочей плоскости X-Y | G17 |
| G18 | Выбор рабочей плоскости Z-X | G18 |
| G19 | Выбор рабочей плоскости Y-Z | G19 |
| G20 | Режим работы в дюймовой системе | G90 G20 |
| G21 | Режим работы в метрической системе | G90 G21 |
| G22 | Активировать установленный предел перемещений (Инструмент не выйдет за их предел) | G22 G01 X15. Y25. |
| G28 | Вернуться на референтную точку | G28 G91 Z0 Y0 |
| G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0 |
| G40 | Отмена компенсации радиуса инструмента | G1 G40 X0. Y0. F200. |
| G41 | Компенсировать радиус инструмента слева от траектории | G41 X15. Y15. D1 F100. |
| G42 | Компенсировать радиус инструмента справа от траектории | G42 X15. Y15. D1 F100. |
| G43 | Компенсировать длину инструмента в положительную сторону. В основном применяется при смене инструмента. | G43 X15. Y15. Z100. H1 S1000 M3 |
| G44 | Компенсировать длину инструмента в отрицательную сторону. Действие аналогично G43. | G44 X15. Y15. Z4. H1 S1000 M3 |
| G49 | Отмена компенсации длины инструмента | G49 Z100. |
| G50 | Сброс всех масштабирующих коэффициентов в 1,0 | G50 |
| G51 | Назначение масштабов. В примере — уменьшение масштаба по оси X в 10 раз. После этой модальной команды все указанные в командах перемещения и координаты по оси X будут умножаться на масштабирующий коэффициент 0,1 и результат интерпретироваться как требуемое перемещение. Если задать масштабирующий коэффициент по некоторой оси (или по любым осям) равным −1, то последующее движение будет зеркальным по этой оси (или осям, где масштабирующий коэффициент −1). | G51 X.1 или G51 X-1 |
| G53 | Переход в систему координат станка. | G53 G0 X0. Y0. Z0. |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0. Y0. Z100. |
| G61-G64 | Переключение режимов Точный Стоп/Постоянная скорость | |
| G68 | Поворот координат на нужный угол | G68 X0 Y0 R45. |
| G70 | Цикл продольного чистового точения | G70 P10 Q15. |
| G71 | Цикл многопроходного продольного чернового точения | G71 P10 Q15. D.5 U.2 W.5 |
| G80 | Отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д. | G80 |
| G81 | Цикл сверления | G81 X0 Y0. Z-10. R3. F100. |
| G82 | Цикл сверления с задержкой | G82 X0. Y0. Z-10. R3. P100 F100. |
| G83 | Цикл прерывистого сверления (с периодическим полным выводом сверла). Параметр Z указывает полную глубину сверления от поверхности (Z=0), R — высота вывода инструмента над поверхностью для вывода стружки и также конечное положение после завершения сверления, Q — величина заглубления одного из нескольких заглублений при сверлении, F — скорость подачи (необязательна, при отсутствии этого параметра скорость определяется ранее заданной скоростью в команде G1. | G83 Z-20 R1 Q2 f20 |
| G84 | Цикл нарезания резьбы | G95 G84 M29 X0. Y0. Z-10. R3 F1.411 |
| G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0.5. Y0.5. F10. |
| G91 | Задание координат инкрементально относительно координат последней введённой опорной точки, перемещение инструмента в этой системе координат задаётся в виде приращений | G91 G1 X4. Y5. F100. |
| G94 | F (подача) — в формате мм/мин | G94 G80 Z100. F75. |
| G95 | F (подача) — в формате мм/об | G95 G84 X0. Y0. Z-10. R3 F1.411 |
| G99 | После каждого цикла не отходить на <проходную точку> | G99 G91 X10. K4. |




Таблица технологических кодов
Технологические команды языка начинаются с буквы М (аббревиатура от слова Miscellaneous — дополнительный). Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Работа с подпрограммами
| Код | Описание | Пример |
|---|---|---|
| M00 | Приостановить работу станка до нажатия кнопки <старт> на пульте управления, так называемая <безусловная технологическая остановка> | G0 X0 Y0 Z100 M0 |
| M01 | Приостановить работу станка до нажатия кнопки <старт>, если включён режим подтверждения остановки. Если этот режим отключён, то команда игнорируется. Используется для начальной проверки (отладки) кода. | G0 X0 Y0 Z100 M1 |
| M02 | Конец программы, без сброса модальных функций. Указатель номера кадра не изменяется. | M02 |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000 |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000 |
| M05 | Остановить вращение шпинделя | M5 |
| M06 | Сменить инструмент | T15 M6 |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7 |
| M08 | Включить основное охлаждение. Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 | M3 S2000 M8 |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9 |
| M13 | Включить одновременно охлаждение и вращение шпинделя по часовой стрелке | S2000 M13 |
| M14 | Включить одновременно охлаждение и вращение шпинделя против часовой стрелки | S2000 M14 |
| M17 | Возврат из подпрограммы или из макроса (действие аналогично М99) | M17 |
| M48 | Разрешить переопределять скорость подачи | |
| M49 | Запретить переопределение скорости подачи | |
| M25 | Замена инструмента вручную | M25 |
| M97 | Запуск подпрограммы, находящейся в той же программе (где P — номер кадра, в примере переход осуществится к строке с меткой N25), реализована не во всех интерпретаторах, предположительно — только на станках HAAS | M97 P25 |
| M98 | Запуск подпрограммы, находящейся отдельно от основной программы (где P — номер подпрограммы, в примере переход осуществится к программе O1015) | M98 P1015 |
| M99 | Конец подпрограммы и переход в вызвавшую программу | M99 |
| M30 | Конец программы, со сбросом модальных функций и изменением указателя номера кадра на начало программы. | M30 |
Параметры команд
Параметры команд задаются буквами латинского алфавита
| Код | Описание | Пример |
|---|---|---|
| X | Перемещение инструмента в заданную точку с заданной координатой по оси X при работе в абсолютной системе координат (см. G90) или задание смещений относительно точки, достигнутой в предыдущем кадре при работе в инкрементной системе координат (см. G91) | G0 X100 Y0 Z0 |
| Y | Аналогично Х по оси Y | G0 X0 Y100 Z0 |
| Z | Аналогично Х по оси Z | G0 X0 Y0 Z100 |
| P | При использовании в команде вызова подпрограммы (М98) — указание номера вызываемой подпрограммы с именем, заданным после буквы О, например Р301 вызовет подпрограмму с меткой О301. При использовании в команде задержки (G04) указывает время задержки в миллисекундах. | G04 P500;
М98 Р301 |
| О | Метка подпрограммы с указанным номером | О301 |
| F | Линейная скорость перемещения инструмента.
Для фрезерных станков это дюймы в минуту (IPM) или миллиметры в минуту (мм/мин), Для токарных станков это дюймы за оборот (IPR) или миллиметры за оборот (mm/об). Выбор единиц измерения, дюймы или миллиметры выполняется командами G20 и G21. |
G1 G91 X10 F100 |
| S | Частота вращения шпинделя в оборотах в минуту. | S3000 M3 |
| Т | Указание номера инструмента в команде смены инструмента. Обычно указывается перед командой М6. | Т1 М6 |
| R | Расстояние отвода инструмента в повторяющихся циклах обработки, например, прерывистого сверления глубоких отверстий (G81-G89) или радиус дуги при круговых интерполяциях перемещения инструмента (G02, G03). | G81 Z-20 R2 или
G2 G91 X12.5 R12.5 |
| D | Параметр коррекции радиуса выбранного инструмента | G1 G41 D1 X10. F150. |
| L | Число вызовов подпрограммы, число вызовов макроса, или количество циклов в повторяющихся операциях X_Y_R_ — параметры, передаваемые в макрос | M98 L82 P10 или G65 L82 P10 X_Y_R_ |
| I | Указание смещения по оси X координаты центра дуги при круговой интерполяции перемещения инструмента (см G02, G03). Координаты центра дуги по осям указываются в виде смещения относительно начальной точки (достигнутой в предыдущем кадре). Плоскость интерполяции (плоскость, которая параллельна заданной координатной плоскости указывается командами G17, G18, G19. | G03 X10 Y10 I10 J0 F10 |
| J | Аналогично параметру I для оси Y. | G03 X10 Y10 I0 J10 F10 |
| K | Аналогично параметру I для оси Z. | G03 X10 Y10 I0 K0 F10 |
Пример
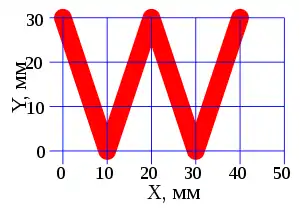
Пример гравировка буквы W на глубину 2 мм, вписанной в прямоугольник 40×30 мм, (см. рисунок) на условном вертикально-фрезерном станке с ЧПУ в листовой заготовке. Торцевая фреза диаметром 2 мм[4]:
% (метка начала программы, необязательна) (ось Z настроена так, что при Z=0 инструмент касается поверхности заготовки) O200 (метка программы, необязательна) G21 G40 G49 G53 G80 G90 G17 (Строка безопасности.) (Состояние станка или интерпретатора определяется предысторией, либо устанавливаются в некоторое исходное состояние при включении питания, и эти настройки могут вызвать нежелательные и непредвиденные действия, поэтому необходимо привести станок в <исходное состояние> с помощью «строки безопасности».) (G21 — выбор метрической системы единиц - миллиметры,) (G40 — отменяет автоматическую коррекцию на радиус инструмента.) (G49 — отменяет автоматическую коррекцию на длину инструмента.) (G53 — отменяет возможно введённые ранее дополнительные системы координат, смещённые относительно исходной и переводит станок в основную систему координат.) (G80 — отменяет все постоянные циклы, например, циклы сверления и их параметры.) (G90 — переводит в абсолютную систему координат.) (G17 — выбирается плоскость круговой интерполяции X-Y.) G0 F300 (задание скорости холостого перемещения инструмента в мм/мин) M3 S500 (включение вращения шпинделя по часовой стрелке и задание его скорости вращения 500 об/мин) G4 P2000 (выдержка 2 секунды для раскрутки шпинделя) X0 Y30 Z5 (подвод инструмента в точку с координатами X=0 Y=30 Z=5 со скоростью холостого перемещения) G1 Z-2 F40 (врезание в заготовку на глубину 2 мм со скоростью 40 мм/мин) G1 F20 X10 Y0 (фрезерование 1-го отрезка буквы W со скоростью 20 мм/мин) X20 Y30 (фрезерование 2-го отрезка буквы W со скоростью 20 мм/мин) X30 Y0 (фрезерование 3-го отрезка буквы W со скоростью 20 мм/мин) X40 Y30 (фрезерование 4-го отрезка буквы W со скоростью 20 мм/мин) G0 Z5 (отвод инструмента на высоту 5 мм над поверхностью заготовки со скоростью 300 мм/мин) M5 (выключение вращения шпинделя) M30 (конец программы и конец интерпретируемого кода)
Примечания
- ГОСТ 20999-83. Устройства числового программного управления для металлообрабатывающего оборудования. Кодирование информации управляющих программ
- CNC G Codes Definitions Examples Programs Programming Learning Training (недоступная ссылка). Дата обращения: 9 февраля 2008. Архивировано 12 октября 2007 года.
- Многие интерпретаторы кода допускают опускание первого нуля в командах G00—G09, например, G1 вместо G01
- Subroutine G-Code (недоступная ссылка). Дата обращения: 2 января 2016. Архивировано 17 января 2016 года.
Ссылки
- Создание и подготовка управляющих программ (G-кода) в режиме on-line.
- CAM расширение Inkscape для экспорта в G-code
- Симуляция работы программ на G-коде в реальном времени
- Real-Time 3D Graphics Simulation for G-code (англ.)
- Overview of canonical machining functions (англ.)
- SIMUL CNC (англ.)
- Подборка ссылок на сайты редакторов визуализаторов G-кода