Рельефная сварка
Рельефная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках, имеющих специально подготовленные выступы-рельефы. Этот способ аналогичен точечной контактной сварке. Главное отличие: контакт между деталями определяется формой их поверхности в месте соединения, а не формой рабочей части электродов, как при точечной сварке. Выступы-рельефы заранее подготавливаются штамповкой или иным способом и могут присутствовать на одной или обеих свариваемых деталях. Рельефная сварка позволяет производить соединение сразу в нескольких точках либо получать непрерывный герметичный шов по кольцевому рельефу.
Рельефная сварка применяется в автомобилестроении для крепления кронштейнов к листовым деталям (например, для крепления скоб к капоту автомобиля, для крепления петель для навески дверей к кабине); для соединения крепежных деталей — болтов, гаек и шпилек. В радиоэлектронике применяется для присоединения проволоки к тонким деталям[1].
Технология
Рельефная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
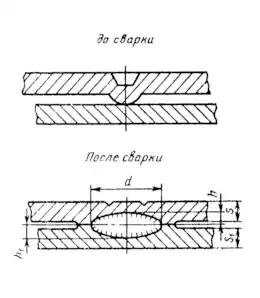
В ходе рельефной сварки электроды сварочного пресса сжимают детали и пропускают через них электрический ток. Свариваемые детали контактируют только в местах рельефных выступов, поэтому металл рельефов интенсивно нагревается и подвергается пластическим деформациям. Контактное сопротивление быстро уменьшается, и теплота выделяется в основном за счет собственного сопротивления металла рельефа. Когда зона расплавления достигает необходимых размеров, сварочный ток выключается. Металл литого ядра охлаждается и кристаллизуется. Как и при точечной сварке, литое ядро окружает плотный поясок металла, называемый зоной влияния[2], по которому соединение произошло без расплавления.
Интенсивность тока и время его воздействия рассчитывают таким образом, чтобы нагреваемые рельефы не подвергались излишним деформациям до образования зоны расплавления в контакте деталей. Если металл рельефных выступов расплавится, то свариваемые детали придут в соприкосновение по всей внутренней поверхности, вследствие чего сопротивление тока между ними уменьшится. Дальнейший нагрев выступов-рельефов в подобных условиях резко уменьшится и соединение будет непрочным[3].
Одним из преимуществ рельефной сварки является высокая производительность. За один ход сварочной машины производится до нескольких десятков[4] сварных точек, количество которых определяется числом предварительно выштампованных выступов-рельефов. Для получения качественного соединения требуется точная штамповка и плотное прилегание собранных деталей по всем выступам. Другое преимущество — малый износ электродов по сравнению с той же точечной контактной сваркой, так как для рельефной сварки используются электроды с большей площадью контактной поверхности, что обеспечивает перенос концентраций сварочного тока и давления в области рельефных выступов.
Главный недостаток рельефной сварки — потребление большой мощности, требуемой для сваривания деталей[4].
Примечания
- Применение контактной сварки. Дата обращения: 24 февраля 2009.
- Процесс точечной сварки. Дата обращения: 24 февраля 2009.
- Рельефная сварка (недоступная ссылка). Дата обращения: 24 февраля 2009. Архивировано 19 июля 2012 года.
- Специальные виды точечной сварки. Дата обращения: 24 февраля 2009.