Газопрессовая сварка
Газопрессовая сварка — сварка давлением, при которой сопрягаемые поверхности изделий нагреваются газокислородным пламенем и производится сварка с приложением силы без присадочного металла.
Этот вид сварки применяют для соединения встык труб, стержней, рельсов и др. изделий.
Сущность
Сущность процесса газопрессовой сварки состоит в следующем: изделия, подлежащие сварке, нагревают пламенем многосопловых горелок ацетилено-кислородного пламени. При достижении необходимой температуры изделия сдавливаются и свариваются.
Удельный расход ацетилена, необходимый для прогрев стыка при сварке сплошных сечений - 1,5- 2,5 л/ч.мм2, а для труб 1,8-2,2 л/ч. мм2
Различают два способа газопрессовой сварки: соединение в пластическом состоянии с одновременным сжатием и оплавлением и соединение с предварительным нагревом и последующим сжатием.
При сварке в пластическом состоянии к деталям, подготовленным для сварки, прикладывается давление и зажигается горелка. После этого детали нагреваются и одновременно сдавливанием. После образования утолщения вследствие осадки нагрев прекращается и прекращается давление.
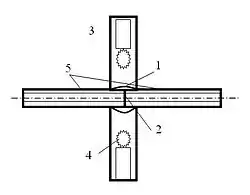
При сварке оплавлением детали устанавливаются с зазором и зажигается горелка. Затем детали нагреваются до оплавления их концов. После этого прикладывается осевое давление и детали свариваются. При сварке стыка круглых стержней или труб их собирают под сварку соосно. Незначительное несовпадение осей свариваемых элементов приводит к ухудшению качества сварки.
Горелки служат для равномерного нагрева свариваемых изделий. Горелки разделяются торцовые и подковообразные, служащие для сварки по методу оплавления и многопламенные.
Основными параметрами режима сварки являются температура нагрева (1150 — 1250º); мощность горелки (1,5 — 2 л/час на 1 мм2 площади сечения) и удельное давление (1,5 — 4,5 кГ/мм2).
Перед сваркой производится очистка торцов изделий от грязи и их обработка для получения чистой и гладкой поверхности.
Для улучшения пластических свойств и особенно ударной вязкости после сварки рекомендуется дополнительная термообработка - нормализация, выполняемая той же горелкой.
Недостатки
Неравномерность нагрева изделия по сечению при сварке в пластическом состоянии и более низкая производительность по сравнению с контактной сваркой.
Преимущества
- высокое качество сварных соединений;
- отсутствие необходимости в присадочном материале и мощных источников электроэнергии;
- возможность использования природных газов и дешевизна оборудования.
Оборудование
Для газопрессовой сварки применяются установки, состоящие из станка с механизмами для зажатия свариваемых деталей и осадки в процессе сварки; горелки для осуществления сварочного нагрева; системы питания газами, водой (для охлаждения) и воздухом (в случае применения пневматических устройств).
Горелки для газопрессовой сварки применяют многосопловые, с водяным охлаждением. Для сварки стержней и труб горелки делают разъемными, состоящими из двух половин, шарнирно связанных друг с другом. Для торцового нагрева и для сварки листов горелки изготавливают неразъемными.
Литература
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
Блащук В. Е. Металл и сварка: учебное пособие / В. Е. Блащук ; 3-е изд., перераб. и доп. - Москва : Стройиздат, 2006. - 144с.
Брюханов А. Н. Сварочные процессы в электронном машиностроении / А. Н. Брюханов // Коммерсант. - № 217 (2820) от 27.11.2003.
Квасницкий В. В. Специальные способы сварки: учебное пособие / В. В. Квасницкий ; Изд-во: Николаев, УДМТУ, 2003. - 437с.
Ссылки
http://enc-dic.com/enc_sovet/Gazopressovaja-svarka-6800/
http://metallicheckiy-portal.ru/articles/svarka/gazovaa_svarka/gazopressovaa_svarka