Бумажно-слоистый пластик
Бумажно-слоистый пластик (БСП) — композитный листовой материал, состоящий из слоев бумаги, пропитанных термореактивными смолами и спрессованных под давлением.[1] Бумажно-слоистый пластик, имеющий наружный декоративный слой называется декоративным бумажно-слоистым пластиком (ДБСП).


БСП может быть изготовлен как методом высокого так и низкого давления, при этом методы не сильно отличаются друг от друга, за исключением давления, приложенного в процессе прессования.
В английском языке для обозначения БСП, изготовленного при высоком давлении (пластики толщиной более 0,5 мм) используется термин high pressure laminate (HPL), при низком давлении (пластики толщиной до 0,5 мм) — low pressure laminate[2] (LPL).
Классификация ДБСП
- Классификация по толщинам
Согласно Стандарту EN 438, ДБСП подразделяются на тонкие — до 2 мм и толстые самонесущие (или «HPL Compact») — более 2 мм[3].
- Классификация по обработке сторон
Наружные слои на одной из сторон ДБСП, могут быть выполнены из декоративного материала или иметь декоративный рисунок; пропитываются смолами на основе меламина. Внутренние слои пропитаны смолами на основе фенола.
Обратная сторона тонких ДБСП специальным образом обрабатывается для дальнейшего её приклеивания на основу[4]. Самонесущие пластики могут иметь декоративный материал с двух сторон, соответственно такие пластики можно использовать без приклеивания к основе.
- Эксплуатационная классификация
По эксплуатационным признакам пластики подразделяются на предназначенные для вертикального или горизонтального применения; для стандартных или повышенных нагрузок; обычных свойств, со свойствами для постформирования и трудногорючие.
Для обозначения эксплуатационной классификации пластика используются три буквенных показателя:[5]


| Первый буквенный показатель | Второй буквенный показатель | Третий буквенный показатель |
|---|---|---|
| H — горизонтальное применение или V — вертикальное применение |
G — стандартные нагрузки или D — повышенные нагрузки |
S — стандартное качество (может не указываться; по умолчанию) или P — для постформирования или F — трудногорючий |
- Тип S (стандартное качество). Характерными свойствами этого класса являются твердые, практически износостойкие и устойчивые к царапинам поверхности, высокая устойчивость к ударам, нечувствительность к кипящей воде и ряд типичных бытовых химикатов, а также выраженная устойчивость к сухому и влажному высокая температура. Задняя сторона декоративного ламината спроектирована таким образом, чтобы обеспечить возможность бездефектного соединения с подложкой, такой как МДФ или ДСП.
- Тип P (для постформирования). Свойства этого класса пластика обычно эквивалентны типу S, но имеют возможность быть подвергнутыми постформированию при определённых температурных условиях в соответствии с требованиями производителей постформинга.
- Тип F (огнестойкий класс). Свойства этого класса обычно эквивалентны типу S, но обладают повышенной устойчивостью к возгоранию.
Свойства бумажно-слоистых пластиков
Бумажно-слоистые пластики характеризуются высоким качеством, долговечностью и механической прочностью[6], обладают высокой стойкостью к истиранию, царапинам, ударам, образованию пятен, а также к воздействию влаги и повышенных температур, имеют высокие санитарно-гигиенические показатели и обладают антистатическими свойствами.
Экологические
Производство БСП не оказывает негативного воздействия на экологию. Отходы производства БСП могут быть переработаны для повторного использования.[7]
Для бумажно-слоистых пластиков имеются два основных международно признанных «зеленых» сертификата — это «MAS Certified Green» и «GREENGUARD», которые подтверждают, что продукты имеют низкий уровень выделения летучих органических веществ (в основном формальдегид). Гигиенические испытания проводятся для одноместного помещения с наружной вентиляцией в соответствии со стандартом ANSI/ASHRAE 62.1—2007 Вентиляция для обеспечения приемлемого качества воздуха в помещении . Гигиенический сертификат «GREENGUARD» бывает двух видов: «GREENGUARD» и «GREENGUARD GOLD». Сертификат «GREENGUARD GOLD» (ранее назывался GREENGUARD для детей и школ) подтверждает соответствие очень низким допустимым уровням выделения химических веществ для обеспечения безопасности дошкольников и школьников.
Существует также множество других «зеленых» сертификатов, требующихся для пластиков как строительных материалов. К таким сертификатам, например, относится «Сингапурская зеленая этикетка», признаваемая Всемирной ассоциацией экомаркировки (GEN) и всеми странами её членами[8].
Санитарно-гигиенические
Антибактериальные свойства важны для бумажно-слоистых пластиков, потому что они используются в качестве рабочих поверхностей столешниц и шкафов, которые могут постоянно контактировать с пищевыми продуктами и детьми. Антибактериальные свойства пластиков гарантируют минимальный уровень размножения бактерий.
Одним из антибактериальных стандартов является международный стандарт ISO 22196 Измерение антибактериальной активности на пластиковых поверхностях, который основан на японских промышленных стандартах (JIS), конкретно на стандарте JIS Z2801. Это один из стандартов, которые чаще всего используются в промышленности в отношении тестов на микробную активность (в частности, бактерий).Так в JIS Z2801 в качестве основных используются два вида бактерий, а именно: кишечная палочка E. Coli и золотистый стафилококк Staphylococcus aureus. Однако некоторые производители пластиков могут выступить с инициативой протестировать свою продукцию к метициллин-устойчивой версии этих бактерий. При этом разные страны могут выбрать для испытаний разные типы микробов, например, и в особенности, те, которые являются наиболее опасными в их странах.
Антигрибковые свойства. Распространенным стандартом испытаний материалов на антигрибковые свойства является стандарт ASTM G21—09 Определение устойчивости синтетических полимерных материалов к грибам. Однако не все производители проводят исследования и разрабатывают свою продукты с антигрибковыми свойствами. Так, например фирма «Maica Laminates», отправляет свою продукцию на лабораторные испытания для сертификации в соответствии со стандартом ASTM G21-09, в то же время «Formica» (Южная Америка) просто закупает антибактериальные добавки у их производителя «Microban Protection».
Огнестойкость
Существует множество различных стандартов в отношении огнестойкости и пожарной безопасности бумажно-слоистых пластиков. Разные страны могут иметь разные стандарты пожаробезопасности к материалам, используемым в строительной отрасли. В основном, национальные стандарты в этой области гармонизируются со стандартами ЕС с их эквивалентом в стандартах США.
Эстетические
Поверхность пластиков может иметь разнообразные декоры (в том числе и по индивидуальному заказу), характеризующиеся тремя параметрами:
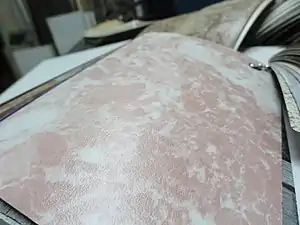
- Основные типы рисунков (текстур)
 Одноцветный (Unicolor)
Одноцветный (Unicolor) С древоподобным рисунком
С древоподобным рисунком С рисунком под камень
С рисунком под камень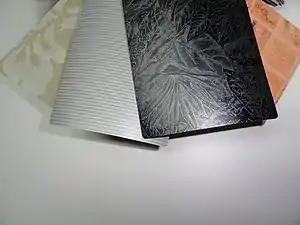 С фантазийным рисунком
С фантазийным рисунком Металлизированный
Металлизированный
- Основные типы фактур
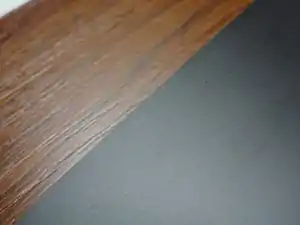 Гладкая, без фактуры (справа)
Гладкая, без фактуры (справа) Шагреневая
Шагреневая Древесные поры
Древесные поры- Шлифованная
- Сложной фактуры, с фактурным рисунком (справа)
- Основные типы по блеску
- Матовый (справа)
 Полуматовый
Полуматовый Полуглянцевый (слева)
Полуглянцевый (слева)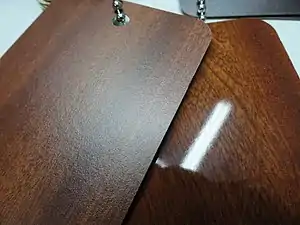 Глянцевый (справа)
Глянцевый (справа) С неоднородным блеском
С неоднородным блеском
Технология производства
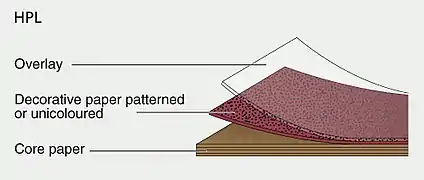
Листы ДБСП состоят из склеенных вместе под воздействием высокого давления и температуры следующих слоёв:
- Верхнего защитного слоя — оверлея — белёной, неокрашенной прозрачной бумаги, используемой для повышения износостойкости и жаропрочности
- Декоративного слоя — белёной и окрашенной (цветной или печатной) бумаги, пропитанной термореактивной меламиновой смолой;
- Основного слоя, образующего толщину — крафт-бумаги с высокой поглотительной способностью смол, пропитанной фенолформальдегидной смолой
|
Крафт-бумага, декоративная бумага и оверлей пропитываются полимерными смолами, а затем высушиваются. Сухая бумага нарезается в листы нужного размера, либо сматывается в рулон. Обработанные таким образом слои бумаги собираются и подаются в пресс в следующем порядке :
- крафт-бумага
- декоративная бумага
- оверлей
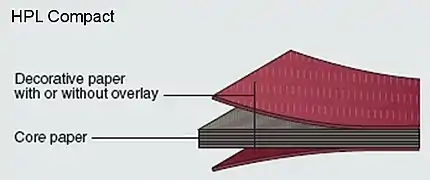
При производстве самонесущего пластика, толщиной от 2 мм до 20 мм внутренняя часть, состоящая из нескольких слоев крафт-бумаги, помещается между листами декоративной бумаги, которые образуют двустороннее декоративное покрытие и которые могут быть как с защитным (оверлейным) покрытием, так и без него.
Декоративный пластик может производиться двумя технологиями: периодического прессования и непрерывного прессования.
- Технология периодического прессования
При технология периодического прессования листы загружаются в пресс периодического действия[9] и подвергаются воздействию температуры ≥120°С. Это вызывает плавление смол, которые под давлением ≥5 мПа заполняют поры между волокнами бумаги, склеивают листы между собой и отверждаются, образуя монолитные листы. Отверждение — это поликонденсационный процесс, сопровождающийся выделением продуктов реакции — воды и формальдегида, находящихся при высокой температуре в газообразном состоянии, что обусловливает необходимость применения при прессовании высокого давления, а затем охлаждения пластика под давлением.[10] В результате получается непористый жесткий пластик, который нарезается на листы необходимого размера.[11]
- Технология непрерывного прессования
При непрерывном методе прессования листы загружаются в двухленточный пресс непрерывного действия, где давление составляет от 3 до 7 МПа, а температура от 150 до 170 °С.
При использовании непрерывного метода можно получить более тонкий пластик,[12]чего труднее добиться при производстве тактовым методом.
Для обозначения пластика полученного по данной технологии используют аббревиатуру CPL (continuous pressure laminate).
- Ошибочная интерпретация отличия HPL от CPL
Некоторые продавцы декоративных пластиков неточно используют термины, для обозначения их вида. Например они рассматривают в качестве разных продуктов HPL и CPL, опираясь на тот факт, что при их производстве задействованы разные методы производства: метод периодического прессования и метод непрерывного прессования.
Однако это не так, поскольку в Стандарте EN 438 к категории HPL относятся пластики толщиной более 0,5 мм отвечающие стойкости к абразивному износу, царапинам и ударному воздействию независимо от технологии производства. Категория HPL относится к качественным параметрам продукта, а категория CPL — к технологии прессования. Сам же пластик HPL может производиться как методом периодического, так и непрерывного прессования (CPL).
- Технология электронно-лучевого воздействия
Электронное-лучевое воздействие (EBC — Electronic Beam curing)[13] — специальный процесс изготовления ламината высокого давления (HPL), благодаря которому изделие имеет однородный цвет крафт-бумаги, светоустойчивую поверхность, а также с высокую защиту от: механических повреждений, расслоения, деформации и коробления панелей при температурных перепадах, разбухания при воздействия влаги, растрескивания в местах нарезания.
Суть метода: смола на внешней поверхности подвергается «закаливанию», создавая единый абсолютно монолитный и армированный по всему телу, материал. В отличие от других методов производства пластика, метод электронно-лучевого воздействия не использует тепло.
Область применения

Декоративный пластик — широко распространённый отделочный материал, применяющийся как при внутренней, так и при наружной отделке жилых, коммерческих, общественных помещений различного назначения.
Декоративные бумажно-слоистые пластики высокого давления обычно используются для облицовывания деталей мебели (кухонных столешниц, рабочих чаще всего плоских, поверхностей шкафов, столов и т. д.). Толстые бумажно-слоистые пластики (или «HPL Compact») иногда используются в качестве конструкционного материала туалетных кабин, лабораторных столов и в качестве кухонных столешниц непосредственно, а также в виде стеновых панелей для отделки помещений, при этом широкие декоративные возможности и возможности оперативной печати позволяют создавать индивидуальный дизайн материала.
Основными сферами применения ДБСП являются:
- Производство мебели и мебельных комплектующих (столешницы, рабочие поверхности);
- Производство межкомнатных дверей;
- Производство напольных покрытий;[14]
- Вагоностроение и кораблестроение — внутренняя отделка;
- Мебель специального назначения: лаборатории, спортивные комплексы;
- Экстерьерная отделка зданий.
Международное сообщество производителей декоративных пластиков (ICDLI)
ICDLI (International Committee of the Decorative Laminates Industry) — организация, объединяющая производителей декоративных слоистых пластиков с штаб-квартирой во Франкфурте-на-Майне, Германия[15], а с 1999 года в Брюсселе. Был основан в 1961 году ассоциациями производителей пластиков из Бельгии, Франции и Германии. В последующие годы к ним присоединились ассоциации из Австрии, Финляндии, Нидерландов, Норвегии, Швеции, Швейцарии и Испании.
В 2000 году статус ICDLI был изменен с зонтичной ассоциации на ассоциацию с отдельными компаниями-членами. ICDLI со своими техническими комиссиями, комиссиями по связям с общественностью и экономическими комиссиями выполняет следующие задачи:
- поддержка европейского стандарта по ДБСП — EN 438
- ведение статистики, касающейся европейской индустрии ДБСП
- подготовка информации о продукте и экологических характеристиках ДБСП
- решение технических проблем
- создание коммуникационной платформы для производителей и их поставщиков
- Члены ICDLI
- Abet Laminati S.p.A (Италия)
- Argolite AG (Швейцария)
- ARPA Industriale S.p.A. (Италия)
- Dekodur GmbH & Co. KG (Германия)
- Formica Europe (Сингапур),
- Gentas Genel Metal Sanayi Ticaret S.A. (Турция)
- Lemark (Россия)
- Ludwig Leitermann GmbH & Co. KG (Германия)
- Modecor Europe GmbH (Германия)
- Pfleiderer Holzwerkstoffe GmbH (Германия)
- Polyrey SA (Франция)
- Resopal GmbH (Германия)
- Sloplast (Россия)
- АО «Слотекс» (Россия)
- Sonae Industria de Revestimentos (Португалия)
- Sprela GmbH (Германия)
- Westag & Getalit AG (Германия)
- EGGER (Австрия)
- Ассоциированные члены ICDLI
- Hans Schmid GmbH & Co. KG (Германия)
- KapStone Europe sprl. (США)
- Kotkamills Oy (Финляндия)
- Hexion GmbH (Германия)
- Munksjö Paper GmbH (Швеция)
- Sappi Europe S.A. (Бельгия)
- Schattdecor AG (Германия)
- Surteco Decor GmbH (Германия)
- Papierfabrik Julius Schulte Söhne GmbH & Co. KG (Германия)
Нормативные документы
- Межгосударственные стандарты ГОСТ
- ГОСТ 4.229—83 Система показателей качества продукции. Строительство. Пластики бумажно-слоистые декоративные. Номенклатура показателей
- ГОСТ 9590—76 Пластик бумажнослоистый декоративный. Технические условия
- Стандарты ISO
- ISO 4586-1:2004 High-pressure decorative laminates — Sheets made from thermosetting resins — Part 1: Classification and specifications
- ISO 4586-2:2004 High-pressure decorative laminates — Sheets made from thermosetting resins — Part 2: Determination of properties
- Стандарты EN
- EN 438: Decorative high-pressure laminates (HPL) sheets based on thermosetting resins.
Стандарт EN 438 438 состоит из 9 частей:
| Часть | Оригинальное название стандарта | Описание |
|---|---|---|
| 1 | EN 438-1: Introduction and general information | Общая информация |
| 2 | EN 438-2: Determination of properties | Определение характеристик |
| 3 | EN 438-3: Classification and specifications for laminates less than 2 mm thick intended for bonding to supporting substrates | Классификация и технические требования к пластикам толщиной менее 2 мм |
| 4 | EN 438-4: Classification and specifications for compact laminates of thickness 2 mm and greater | Классификация и технические требования к пластикам толщиной 2 мм и более |
| 5 | EN 438-5: Classification and specifications for flooring grade laminates less than 2 mm thick intended for bonding to supporting substrates | Классификация и технические требования к пластикам толщиной менее 2 мм для ламинированных напольных покрытий |
| 6 | EN 438-6: Classification and specifications for exterior grade compact laminates of thickness 2 mm and greater | Классификация и технические требования к пластикам для наружного применения толщиной 2 мм и более |
| 7 | EN 438-7: Compact laminate and HPL composite panels for internal and external wall and ceiling finishes | Пластики и панели многослойные для наружной и внутренней отделки стен и потолков. Технические условия |
| 8 | EN 438-8: Classification and specifications for design laminates | Классификация и технические требования к пластикам для декорирования поверхностей внутри помещений |
| 9 | EN 438-9: Classification and specifications for alternative core laminates | Классификация и технические требования к пластикам с внутренними слоями других типов |
- Стандарты DIN
- DIN EN 438—2014 — полностью соответствует стандарту EN 438.
Примечания
- EN 438-3:2016, 3.1
- EN 438-3:2016, Table 4
- EN 438
- Ibid, 3.1
- Ibid, 5.3
- Ibid, 1
- http://www.icdli.com/wp/wp-content/uploads/2011/06/ICDLI_en.pdf Архивная копия от 18 января 2018 на Wayback Machine, p. 5
- GEN: Global Ecolabelling Network :: Map of Members. Дата обращения: 25 февраля 2011.
- Plastics: Surface and Finish, 2nd Edition, edited by W. Gordon Simpson, The Royal Society of Chemistry, 1995, pp.122-124
- Бараш Л. И. «Современное производство декоративных слоистых пластиков», СПб, Химиздат, 2004, стр. 83-84
- http://www.icdli.com/wp/wp-content/uploads/2011/06/ICDLI_en.pdf Архивная копия от 18 января 2018 на Wayback Machine, pp. 9-11
- Kitchen & Bath products and Materials: Cabinetry, Equipment, Surfaces, 2nd Edition, by Ellen Cheever, National Kitchen and Bath Association, 2015, p. 62.
- Electronic beam curing (англ.) // Wikipedia. — 2012-12-01.
- The Home Carpenter and Woodworker’s Repair Manual by William P. Spence, Sterling Publishing Co., Inc., New York, 2005, p. 377
- International Committee of the Decorative Laminates Industry