Электроэрозионная обработка
Электроэрозионная обработка (аббр. ЭЭО) — обработка, заключающаяся в изменении формы, размеров, шероховатости и свойств поверхности электропроводящей заготовки под действием электрических разрядов, возникающих между заготовкой и электродом-инструментом.
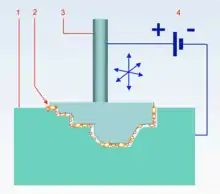

Электроэрозионная обработка основана на вырывании частиц материала с поверхности импульсом электрического разряда. Если задано напряжение (расстояние) между электродами, погруженными в рабочую жидкость (диэлектрик), то при их сближении (увеличении напряжения) происходит пробой рабочей жидкости — возникает электрический разряд, в канале которого образуется плазма с высокой температурой.
Поскольку длительность используемых в данном методе обработки электрических импульсов не превышает 10−2 с, выделяющееся тепло не успевает распространиться в глубь материала и даже незначительной энергии оказывается достаточно, чтобы разогреть, расплавить и испарить небольшое количество вещества. Кроме того, давление, развиваемое частицами плазмы при ударе об электрод, способствует выбросу (эрозии) не только расплавленного, но и просто разогретого вещества. Поскольку электрический пробой, как правило, происходит по кратчайшему пути, то прежде всего разрушаются наиболее близко расположенные участки электродов. Такиим образом, при приближении одного электрода заданной формы (инструмента) к другому (заготовке) поверхность последнего примет форму поверхности первого.
Производительность процесса, качество получаемой поверхности в основном определяются параметрами электрических импульсов (их длительностью, частотой следования, энергией в импульсе). Электроэрозионный метод обработки объединил электроискровой и электроимпульсный методы.
Виды
- Комбинированная электроэрозионная обработка — выполняется одновременно с другими видами обработки.
- Электроэрозионно-химическая обработка (ЭЭХО) — комбинированная электроэрозионная обработка, осуществляемая одновременно с электрохимическим растворением материала заготовки в электролите.
- Электроэрозионная абразивная обработка — абразивная обработка с использованием электроэрозионного разрушения металла.
- Анодно-механическая обработка — электрохимическая обработка в жидкой среде, при которой осуществляется растворение материала электрода-заготовки под действием электрического тока с образованием на обрабатываемой поверхности окисных плёнок и их удаление механическим действием. Может сопровождаться электроэрозионной обработкой.
- Электроэрозионное упрочнение — электроэрозионная обработка, при которой увеличивается прочность поверхностного слоя заготовки.
- Электроэрозионное объёмное копирование — электроэрозионная обработка, при которой на электроде-заготовке отображается форма поверхности электрода-инструмента.
- Электроэрозионное прошивание — электроэрозионная обработка, при которой электрод-инструмент, углубляясь в электрод-заготовку, образует отверстие постоянного сечения.
- Электроэрозионное маркирование.
- Электроэрозионное вырезание — электроэрозионная обработка, при которой электрод-инструмент в виде непрерывно перематывающейся проволоки при движении подачи осуществляет обход заготовки по заданной траектории, образуя поверхность заданного контура.
- Электроэрозионная отрезка — электроэрозионная обработка, при которой заготовка разделяется на части.
- Электроэрозионное шлифование — шлифование с использованием электроэрозионного разрушения металла.
- Электроэрозионная доводка.
- Электроэрозионная обработка с прямой полярностью.
- Электроэрозионная обработка с обратной полярностью.
- Многоэлектродная эрозионная обработка.
- Многоконтурная обработка.
Характеристики электрического разряда при обработке
Электрический разряд между электродами идёт в несколько этапов: сначала происходит электрический пробой, который может сопровождаться искровыми разрядами; затем устанавливается дуговой разряд. Поэтому многие генераторы способны выдавать многоступенчатую форму импульса.
Частота импульсов и их длительность выбирается исходя из технологических требований к обрабатываемой поверхности. Длительность импульса обычно лежит в диапазоне 10−1…10−7 с, частота от 5—500 кГц. Чем меньше длительность импульса, тем выше качество (Шероховатость) получаемой поверхности. Средний ток во время ЭЭО зависит от площади обрабатываемой поверхности. При площади 3600 мм² оптимальный ток приблизительно равен 100 А.
Особенности метода
Электрод-инструмент может иметь достаточно произвольную форму, что позволяет обрабатывать закрытые каналы, недоступные обычной механической обработке.
ЭЭО могут подвергаться любые токопроводящие материалы, хотя примерно с середины 1980-х советские ученые работали над темой электроэрозионной обработки материалов с пограничной проводимостью[1].
К достоинствам электроэрозионной обработки относятся:
- возможность обрабатывать c высокой точностью токопроводящие заготовки из материалов любой твердости, хрупкости, в том числе закаленные материалы;
- широкий диапазон параметров и режимов, позволяющий обрабатывать широкий спектр материалов, в том числе нанокомпозиты на основе керамического порошка с добавлением в матрицу композита проводящей фазы в виде наночастиц;
- возможность обрабатывать детали сложных пространственных форм и осуществлять операции, невыполнимые (недоступные или неэффективные) при обработке другими способами, например, при использовании традиционных механических методов с использованием режущего инструмента;
- отсутствие необходимости в специальном высокопрочном или сверхтвердом инструменте;
- возможность получения сверхпрецизионных конструкторско-технологических элементов формы детали, возможность сверления отверстий сверхмалого диаметра;
- отсутствие непосредственного контакта между деталью и инструментом, а соответственно и механического воздействия на обрабатываемую деталь, отсутствие необходимости в приложении механических усилий к обрабатывающему инструменту, например, возможность обрабатывать сверхмалые зоны детали, которые могут быть разрушены при обработке традиционными методами за счет приложенных механических усилий
- значительное снижение количества отходов по сравнению с механической обработкой, при электроэрозионной вырезке возможность изготовления взаимодополняющих профилей с высокой точностью, что чрезвычайно актуально при инструментальном производстве (например, при изготовлении штампов и пресс-форм);
- значительное снижение трудоемкости обработки сложных изделий из труднообрабатываемых металлов и сплавов;
- высокая механизация и автоматизация процесса обработки; возможность получение двух и более совершенно идентичных профилей по одной программе.
К недостаткам электроэрозионной обработки следует отнести:
- сравнительно низкая производительность;
- обратная зависимость между производительностью и точностью обработки;
- необходимость нескольких проходов для достижения высокого качества обработанной поверхности,
- необходимость производить обработку при погружении заготовки и электрода-инструмента в рабочую жидкость, контролировать параметры рабочей жидкости;
- потенциальная опасность самовозгорания при использовании рабочей жидкости на основе углеводородов;
- зависимость точности и шероховатости обработанной поверхности от большого числа значений параметров;
- необходимость изготовления электродов-инструментов для копировально-прошивочных станков;
- сложность получения острых, глухих углов из-за износа электрода-инструмента;
- высокое энергопотребление;
- вероятность получения дефектов формы таких как «зарезы» или «подрезы», при выполнении двухконтурной или конусной обработки на электроэрозионных вырезных станках;
- износ электрода-инструмента при обработке, что приводит к изменении геометрической формы;
- возможность обработки материалов с высоким удельным электрическим сопротивлением, только при особых условиях[2].
Невысокая производительность (скорость подачи много менее 10 мм/мин) и высокое энергопотребление электроэрозионной обработки определяют сферу её применения в производстве.
Электрический разряд — высококонцентрированный в пространстве во времени импульс электрической энергии между электродом-инструментом и электродом-деталью, которая преобразуется в тепловую. Именно под воздействием мощнейшей тепловой энергии происходит эрозия материала обоих электродов. При этом в канале разряда протекают нагрев и непосредственная сублимация компонентов материала с локальных поверхностей электродов, ионизация и распад рабочей жидкости (диэлектрика), формирование соединений в присутствии высоких температур из компонентов электродов и рабочей жидкости при определенной химической активности компонентов материалов электродов. В присутствии воды формируются эродированные частицы на основе кислорода или оксиды, в то время как водород выделяется в виде газа (на поверхности диэлектрика часто видны пузырьки газа поднимающегося из зоны обработки). В присутствии органических диэлектриков компоненты материалов зоны обработки образуют тугоплавкие карбиды, так как углерод имеет большую электрическую отрицательность, чем второй по электроотрицательности после фтора элемент — кислород, с формированием углеводородов, поэтому помещения, где расположен электроэрозионное оборудование должно быть не только термоконстатным (для обеспечения наилучшего результата при исполнении наиболее ответственных размерных форм деталей), но хорошо вентилируемым.
Межэлектродным зазором называют минимально необходимое расстояние между электродом-инструментом и электродом-заготовкой для возникновения канала разряда.
Канал разряда — заполненная плазмой цилиндрическая область малого сечения, возникающая между электродами, отстоящими друг от друга на расстоянии межэлектродного зазора.
При электроэрозионной обработки материал электрода-инструмента подбирают таким образом, чтобы преимущественно разрушался электрод-заготовка, иначе процесс электрической эрозии теряет технологический смысл.
Особенностью такого последовательного электроэрозионного разрушения электродов является то, что электрод-заготовка точно воспроизводит профиль электрода-инструмента, при этом морфология электроэрозионных разрушений на электроде-инструменте и электроде-заготовки будет идентичным и зависеть от параметров обработки и свойств материалов электродов, основными из которых можно назвать — электрическая проводимость и термическая устойчивость.
Электроэрозионное объемное копирование часто используется при изготовлении объемных пресс-форм и штампов в инструментальном производстве, а также при производстве деталей в единичном производстве и при изготовлении опытных образцов и прототипов в авиакосмической, автомобильной, электронной индустриях. При электроэрозионном объемное копирование используются электроды-инструменты из графита, меди и вольфрама с негативным профилем в соответствии с требуемой формой детали, которые располагаются на пиноли станка и подаются поступательно к заготовке, погруженной в ванну с рабочей жидкостью. Для изготовления штампов для операций чеканки, вырубки-пробивки ювелирных изделий и монет изготавливают позитивные мастер-модели из серебра высокой пробы методом эрозионного объёмного копирования и маркирования.
Электроэрозионное вырезание расширяет технологию объемного копирования за счет возможности вырезания любого профиля изделия в любом проводящем материале без потери точности инструмента за счет его постоянной перемотки. В этом случае под инструментом понимается электрод-проволока постоянного сечения.
Электроэрозионное прошивание отверстий малого диаметра является одним из вариантов метода электроэрозионной обработки. Метод используется в том числе для получения отверстий для заправки электрода-проволоки как предварительная технологическая операция перед электроэрозионной вырезкой (например, при изготовлении изделий типа матрицы/пуансоны пресс-форм для литья пластмасс под давлением, в этом случае для последующего расположения фигурных толкателей вырезаются отверстия, которые в свою очередь требуют предварительно просверленного отверстия диаметром от 0,3 до 1 мм в заготовке высотой до 400 мм). Существуют специализированные электроэрозионные прошивочные станки, а также устройства для электроэрозионной прошивки, которые поставляется как дополнительная опция к электроэрозионному станку и устанавливается непосредственно в зоне обработки электроэрозионного станка, что позволяет выполнять две взаимосвязанных операции на одном станке без переустановки заготовки, что сокращает вспомогательное время операции и повышает точность обработки.
Электроэрозионное прошивание отверстий используется для изготовления лопаток турбин, где необходимо получить рядов отверстий на передней и задней кромках турбинных лопаток для организации каналов охлаждения, что позволяет увеличить КПД турбины. Выполнение отверстий в жаропрочных сплавах и закаленных сталях крайне сложная задача. Электроэрозионное прошивание также используется для изготовления микроскопических отверстий в форсунках подачи топлива в камеру сгорания, фильер для изготовления синтетических волокон, таких как вискоза, кевлар и пр.
Специализированные станки электроэрозионного прошивания отверстий распространены под названием «супер-дрель» («super drill») или «hole popper». Существуют как 3 координатные (DRILL 20 фирмы GF AGIECHARMILLES, RIver xxxC фирмы OCEAN), так и пятикоординатные станки (DRILL 300 фирмы GF AGIECHARMILLES, RIver хххCA фирмы OCEAN). Станки характеризуются тем, что позволяют получать глухие и сквозные отверстия в заготовке с помощью латунных или медных трубок, которые являются электродом-инструментом, которые непрерывно вращается в патроне в присутствии постоянного потока рабочей жидкости (дистиллированной или деионизированной воды), прокачиваемой через отверстие или отверстия в электроде-инструменте.
Трубчатые электроды-инструменты используются аналогично, как и электрод-проволока. При разработке технологии следует учитывать величину межэлектродного зазора и износ электрода-инструмента. Отдельные модели электроэрозионных прошивочных станков позволяют изготавливать отверстия в закаленных сталях глубиной 100 мм за менее чем 10 секунд диаметром от 0,3 до 6,1 мм, при этом износ электрода-инструмента составляет до 50—80 %.
Электроэрозионное диспергирование может осуществляться практически на любом электроэрозионном станке в зависимости от задачи или на самодельной установке[3]. В основном используется для получения порошков из твердых сплавов или других материалов в промышленных условиях. При электроэрозионном разрушении электродов образуется шлам, представляющая собой гранулы охлажденного материала иногда наноразмерной формы, что особенно актуально в наши дни, когда необходимо получить небольшое количество наноразмерных частиц контролируемого химического состава.
Эрозионная дезинтеграция («Metal disintegration machining») используется для извлечения сломанного инструмента (сверла, буры, метчики) из заготовок. Для удаления сломанного инструмента из заготовок используются копировально-прошивочные; прошивочные станки и прошивочные системы
История
Первые сообщения об электрических разрядах и эффектах, их сопровождающих, делали Роберт Бойль (1694), Бенджамин Франклин (1751), Джозеф Пристли (1766) Лихтенберг Георг Кристиан (1777).
В 1938 году советский инженер Л. А. Юткин показал, что серия электроискровых разрядов порождает формообразующие гидравлические удары, что положило начало электроискровой штамповке металлов, и стало следующим, после электродуговой сварки, шагом по развитию технологических методов формообразования электрическими разрядами[4].
В 1941 году учёным Б. Р. Лазаренко и Н. Е. Лазаренко из МГУ было поручено найти методы увеличения срока службы прерывателей-распределителей зажигания автомобильных двигателей. В результате исследований и экспериментов с вольфрамом они обратили внимание на направленное разрушение электрическими разрядами, создаваемыми импульсами определённой формы тока, что послужило толчком к созданию в 1943 году нового технологического процесса обработки заготовок с помощью электроэрозии (электроискровой метод электроэрозионной обработки)[5]. На изобретение были получены[6]:
- авторское свидетельство СССР «Способ обработки металлов, сплавов и других токопроводящих материалов» № 70010 от 3 апреля 1943 года;
- патент Великобритании «A method of working metals and other electro-conductive materials and means for applying same» № GB637793 от 24 сентября 1946 года;
- патент Франции «Procédé et dispositif pour le travail des métaux, alliages et autres matériaux conducteurs du courant électrique» № FR937762 от 18 ноября 1946 года;
- патент Швейцарии «Procédé et machine pour le travail de métaux, alliages et autres matériaux conducteurs du courant électrique» № CH257468 от 14 декабря 1946 года;
- патент Швеции № 9992/46 от 1 ноября 1946 года[7].
В 1946 году супругам была присуждена Сталинская премия, а 26 июня 1948 года Борису Лазаренко — учёная степень доктора технических наук за диссертацию «Электроискровой способ обработки металлов».
В 1948 году советский специалист М. М. Писаревский предложил более экономичный электроимпульсный метод обработки[5].
В 1952 году швейцарская фирма Charmilles Technologies представила миру первый электроэрозионный прошивочный станок Eleroda D1.
В 1969 году швейцарская фирма Agie представила первый станок электроимпульсной обработки непрофилированным электродом с ЧПУ[8].
Методу электроэрозионной обработки в разное время посвятили свои научные труды такие советские и российские ученые как В. А. Волосатов, А. Н. Зайцев, Б. Н. Золотых, Л. И. Козловский, М. В. Коренблюм, Е. М. Левинсон, А. Л. Лившиц, Е. Ф. Немилов, М. Ш. Отто, Л. Я. Попилов, В. П. Смоленцев, И. Б. Ставицкий, Н. К. Фотеев и другие[9][10][11][12][13][14][15][16].
В советское время активными разработками в проектировании электроэрозионного оборудования занимались предприятия Научно-исследовательский экспериментальный институт металлорежущих станков (современное название действующей организации согласно открытым источникам информации — ПАО «ЭНИМС» (Москва) и НИИ «Исток» (Фрязино Московская области). В России электроэрозионное оборудование производят: «Дельта-Тест» (Фрязино), «Завод Станкоконструкция» (Москва), «Спецпромоборудование» (Ульяновск), «ЦНИТИ» (Москва), «Санкт-Петербургский завод прецизионного станкостроения», «Троицкий станкостроительный завод».
Активные исследования электроэрозионных методов обработки в применении к инновационным материалам, включая композиты и нанокомпозиты, полученные усовершенствованными методами порошковой металлургии, а также по разработке методов диагностики и эффективного адаптивного контроля, проводятся научными группами Московского государственного технологического университета «Станкин»[17][18][19][20].
В Европе электроэрозионная обработка получила широкое развитие и распространение с 1970-х годов, в том числе, благодаря активному патентованию метода в 1960-х годах, проведению конференций различного уровня и участию в них по всему миру супругами Лазаренко[21][22][23]. Существует журнал «Электронная обработка материалов», главным редакторов которого с 1961 по 1978 год был Б. Р. Лазаренко.
Лидерами в области электроэрозионной обработки являются фирмы: GF AgieCharmilles (Швейцария), ONA (Испания), Mitsubishi (Япония), Fanuk (Япония), Seibu (Япония), Sodick (Япония).
См. также
Примечания
- С. В. Лукашенко, А. В. Ковтун, П. Н. Дашук, Б. Н. Соколов. Способ электроэрозионной обработки диэлектриков. Патент № 1542715, 10.12.1986.
- Marina Volosova, Anna Okunkova, Pavel Peretyagin, Yury A. Melnik, Natalya Kapustina. On Electrical Discharge Machining of Non-Conductive Ceramics: A Review (англ.) // Technologies. — 2019-08-08. — Vol. 7, iss. 3. — P. 55. — ISSN 2227-7080. — doi:10.3390/technologies7030055.
- Окунькова А.А., Алешин С.В. Электрофизические и электрохимические методы обработки: Учебное пособие. — Москва: ИЦ МГТУ «Станкин», 2012. — 91 с.
- Укротитель «небесных искр»
- Электрофизические и электрохимические методы обработки / Юдин Д.Л. // Экслибрис — Яя. — М. : Советская энциклопедия, 1978. — С. 118—120. — (Большая советская энциклопедия : [в 30 т.] / гл. ред. А. М. Прохоров ; 1969—1978, т. 30).
- Academicianul Boris Lazarenko. Biobibliografie. Alcătuitor, traducere J. Nikolaeva. — Chişinău: Biblioteca Ştiinţifică Centrală «Andrei Lupan», 2011. — С. 89.
- Ставицкий Б.И. Из истории электроискровой обработки материалов // Оборудование и инструмент для профессионалов. Металлообработка. — 2006. — № 2. — ISSN 1999-8953. Архивировано 19 февраля 2014 года.
- Wire EDM on JobShop.com
- В.Ф. Иоффе, М.В. Коренблюм, В.А. Шавырин. Автоматизированные электроэрозионные станки. — Ленинград: Машинотсроение, 1984. — 213 с.
- Б.Н. Золотых, Б.М. Любченко. Инженерные методы расчета технологических параметров электроэрозионной обработки. — Москва: Машиностроение, 1981. — 51 с.
- Косевич, Ю.А. Нетрадиционные методы обработки материалов : Учеб. пособие для высших учебных заведений / под ред. А.Д. Гладуна. — Москва: Изд-во «Станкин», 1997. — 163 с.
- Г.Л. Амитан, И.А. Байсупов, Ю.М. Барон [и др.] Справочник по электротехническим и электрофизическим методам обработки / Под общ. ред. В.А. Волосатова. — Ленинград: Машиностроение, 1988. — 719 с.
- Л.Я. Попилов, Л.И. Козловский. Электроискровая обработка металлов. — Москва-Ленинград: Гос. научно-техн. изд-во машиностр. лит-ры, 1950. — 130 с.
- М.Ш. Отто, М.В. Коренблюм. Схемы и конструкции транзисторных генераторов для питания электроэрозионных станков. — Москва: Информэлектро, 1977. — 51 с.
- Фотеев, Н.К. Технология электроэрозионной обработки. — Москва: Машиностроение, 1980. — 180 с.
- Бирюков Б.Н. Электрофизические и электрохимические методы размерной обработки. — Москва: Машиностроение, 1981. — 128 с.
- Sergey N. Grigoriev, Marina A. Volosova, Anna A. Okunkova, Sergey V. Fedorov, Khaled Hamdy. Electrical Discharge Machining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers (англ.) // Journal of Manufacturing and Materials Processing. — 2020-09-21. — Vol. 4, iss. 3. — P. 96. — ISSN 2504-4494. — doi:10.3390/jmmp4030096.
- Sergey N. Grigoriev, Marina A. Volosova, Anna A. Okunkova, Sergey V. Fedorov, Khaled Hamdy. Wire Tool Electrode Behavior and Wear under Discharge Pulses (англ.) // Technologies. — 2020-09-20. — Vol. 8, iss. 3. — P. 49. — ISSN 2227-7080. — doi:10.3390/technologies8030049.
- Sergey N. Grigoriev, Mikhail P. Kozochkin, Artur N. Porvatov, Marina A. Volosova, Anna A. Okunkova. Electrical discharge machining of ceramic nanocomposites: sublimation phenomena and adaptive control (англ.) // Heliyon. — 2019-10. — Vol. 5, iss. 10. — P. e02629. — doi:10.1016/j.heliyon.2019.e02629.
- С.Н. Григорьев, А.А. Окунькова, М.А. Волосова. Перспективные методы электроэрозионной обработки керамики. — Москва: ИЦ «МГТУ «Станкин», 2020. — 192 с.
- Lazarenko, B.R.; Mikhailov, V.V.; Gitlevich, A.E.; Verkhoturov, A.D.; Anfimov, I.S. Distribution of elements in surface layers during electric spark alloying (англ.) // Surf. Eng. Appl. Electrochem. — 1977. — Т. 3. — С. 28—33.
- Lazarenko, B.R.; Duradzhi, V.N.; Bryantsev, I.V. Effect of Incorporating an additional inductance on the characteristics of anode and cathode processes (англ.) // Surf. Eng. Appl. Electrochem. — 1979. — Т. 5. — С. 8—13.
- Lazarenko, B.R.; Lazarenko, N.I. Electric spark machining of metals in water and electrolytes (англ.) // Surf. Eng. Appl. Electrochem. — 1980. — Т. 1. — С. 5—8.
Литература
- ГОСТ 25331-82 «Обработка электроэрозионная. Термины и определения».
- Немилов Е. Ф. Электроэрозионная обработка материалов. — Л.: Машиностроение, 1983.