Сварочная ванна
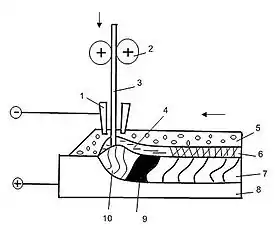
Сварочная ванна — часть сварного шва в изделии, где основной металл достиг точки плавления и куда проникает присадочный материал. Наличие сварочной ванны является залогом успешного процесса сварки.
История
Сварочная ванна впервые была описана Фуше (Fouché) и Пикаром (Picard) при работе с газокислородной сваркой в 1903 году после открытия ацетилена Эдмундом Дэви в 1836 году.
Свойства
Сварочная ванна вытянута вдоль шва и оказывает непосредственное влияние на качество сварного шва. Шов, выполненный в сварочной ванне без добавления присадочного материала называется автогенной сваркой.[1]
Зона термического влияния в сварочной ванне состоит из нескольких структурных участков, которые отличаются по форме и строению зерен:
- Зона неполного расплавления
- Зона перегрева
- Зона нормализации
- Зона неполной перекристаллизации
- Зона рекристаллизации
- Зона синеломкости.
Неполное расплавление — находится в твердо-жидком состоянии и определяет качество сварного соединения. В данной зоне проходит сплавления основного металла с металлом шва. Температура в зоне выше температуры плавления металла (1500 ° C).
Перегрев — область основного, сильно нагретого металла с крупно зернистой структурой и пониженными механическими свойствами. В этой зоне возможно образование закаливаемых структур. Температура колеблется от 1100 ° C до 1500 ° C.
Нормализация — область основного металла в которой образуется мелкозернистая структура с высокими механическими свойствами. Температура колеблется в пределах 930—1100 °C.
Неполная перекристаллизация — область основного металла в которой вокруг крупнозернистой структуры образуются мелкозернистая, в результате перекристаллизации. Температура колеблется в пределах 720—930 ° C.
Рекристаллизация — часть основного металла для которой характерно восстановление формы и размеров разрушенных зерен металла, ранее подвергся обработке давлением. Температура колеблется в пределах 450—720 ° C.
Синеломкость — видимых структурных изменений нет, но характеризуется снижением пластических свойств. Температура колеблется в пределах 200—450 ° C. Для улучшения свойств и структуры металла шва околошовной зоны используют горячее проковки металла шва и часть основного металла, которая подверглась нагреву, сразу после сварки. Также проводят общую термообработку в печах с последующим медленным охлаждением. Ширина зоны термического влияния зависит от способа и режимов сварки, и составляет:
- При ручной дуговой сварке — 3-6 мм;
- При сварке под флюсом — 2-4 мм;
- При сварке в защитных газах — 1-3 мм;
- При электрошлаковой сварке — 11-14 мм;
- При газовой сварке — 8-28 мм.
Также ширина ОТО увеличивается при увеличении режимов сварки и уменьшается с повышением скорости сварки.
При сварке в потолочном положении расплавленный металл в сварочной ванне удерживается от вытекания в основном силой его поверхностного натяжения. Для качественной сварки вес расплавленного металла не должен превышать эту силу. Для этого уменьшают размеры сварочной ванны, путем выполнения сварки периодическими короткими замыканиями, давая возможность металлу шва частично закристаллизоваться. Применяют уменьшенные диаметры электродов, снижают силу сварочного тока, используют специальные электроды, обеспечивающие получение вязкой сварочной ванны.
Примечания
- Moniz, B.J.; Miller, R.T. Welding Skills (неопр.). — American Technical Publishers, 2010. — ISBN 978-0-8269-2992-1.
Литература
- Мотяхов М. А. Электродуговая сварка металлов. М., Высш. школа, 1975.
- Рыбаков В. М. Дуговая и газовая сварка. М., Высш. школа, 1981. 256 с.
- Технология электродуговой сварки: Учебник / И. В. Гуменюк, А. В. Иваськив, А. В. Гуменюк . — М .: Грамота, 2006. — 512с
- Теория сварочных процессов: Учеб. для вузов по спец. "Оборуд. и технология сварочн. пр-ва "/ В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров и др .; Под ред. В. В. Фролова. — М .: — Высшая школа, 1988. — 559 с. ISBN 5-06-001473-8