Палета (металлургия)
Пале́та[1][2][3] (палле́та)[4][5] (обжиговая или спекательная тележка) — часть обжиговой или агломерационной машины в виде массивной тележки, на которую загружается слой агломерационной шихты —при производстве агломерата или сырые окатыши при производстве обожжённых окатышей.
_%D0%B2_%D0%BC%D1%83%D0%B7%D0%B5%D0%B5_%D0%B3%D0%BE%D1%80%D0%BD%D0%BE%D0%B9_%D1%82%D0%B5%D1%85%D0%BD%D0%B8%D0%BA%D0%B8_%D0%A1%D0%B5%D0%B2%D0%93%D0%9E%D0%9A%D0%B0_(%D0%9A%D1%80%D0%B8%D0%B2%D0%BE%D0%B9_%D0%A0%D0%BE%D0%B3).jpg.webp)
Палета представляет собой тележку сварной или литой конструкции, имеющую ролики, борты и колосниковое поле (колосниковую решётку). Палеты устанавливаются на рельсы обжиговой или агломерационной машины и образуют непрерывное колосниковое поле машины, двигающееся по принципу конвейера. В ряде случаев ходовая часть и уплотнения обжиговых и агломерационных тележек полностью унифицированы. Однако из-за отличий в характере температурно-временной обработки окатышей и агломерата скорости движения тележек обжиговых машин, как правило, меньше, чем агломерационных[6].
Конструкция
Стальная рама палеты выполняется из нескольких секций, соединенных болтами. Между балками рамы набирают ряды стальных колосников (см. иллюстрацию), зазоры между которыми составляют 5—6 мм (живое сечение решетки 12—15 %). Сверху к раме на болтах крепятся сменные борта, высота которых соответствует высоте спекаемого слоя. Снизу к раме крепятся пластины уплотнения, которыми палета на ходу касается пластин уплотнения вакуум-камер.
Палета движется по рельсам на четырёх ходовых роликах; захват палеты звездочками привода осуществляется за четыре грузовых ролика или непосредственно за раму палеты. Полный комплект палет агломерационных машин с площадью спекания 50, 75 и 312 м2 состоит соответственно из 70, 80 и 130 спекательных тележек[7].
Особенности эксплуатации
Обжиговые тележки работают круглосуточно в тяжелом термическом режиме, при котором нагрев их до высоких температур (700—1000 °С на колосниках и до 450—680°С на подколосниковых полках корпусов) циклически чередуется с охлаждением до 50—150°С. Отрицательное воздействие на элементы обжиговой тележки оказывает резкая теплосмена при переходе из зоны рекуперации (с прососом высокотемпературных газов сверху вниз) в зону охлаждения (с продувом холодного воздуха снизу вверх). На тележки воздействуют также газовые потоки, содержащие абразивную пыль, влагу и в ряде случаев — оксиды серы. Число температурных циклов в среднем составляет 500—550 в месяц[8].
Из всех деталей обжиговой тележки колосники испытывают воздействие наиболее высоких температур. Их изготовляют из высоколегированных материалов литьём или штамповкой[9].
.jpg.webp) Обжиговая тележка (палета), применяемая для обжига окатышей
Обжиговая тележка (палета), применяемая для обжига окатышей Колосники обжиговой тележки
Колосники обжиговой тележки Колосники обжиговой тележки
Колосники обжиговой тележки Обжиговая тележка с нарощенными бортами
Обжиговая тележка с нарощенными бортами Хвостовая часть агломашины с тележками на открытом воздухе
Хвостовая часть агломашины с тележками на открытом воздухе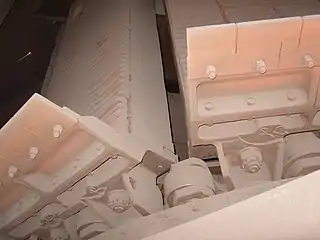 Спекательные тележки в месте разгрузки агломерата с агломашины
Спекательные тележки в месте разгрузки агломерата с агломашины
Примечания
- Палета: ж.р., одна буква «л» согласно «Русскому орфографическому словарю» РАН. Дата обращения: 4 июля 2012., паллета — ошибочный вариант.
- Коротич В. И., Набойченко С. С., Сотников А. И., Грачев С. В., Фурман Е. Л., Ляшков В. Б. (под ред. В. И. Коротича). Начала металлургии: Учебник для вузов. — Екатеринбург: УГТУ, 2000. — С. 76. — 392 с. — ISBN 5-230-06611-3.
- Коротич В. И., Фролов Ю. А., Каплун Л. И. Теоретические основы технологий окускования металлургического сырья. Агломерация: учебное пособие. — Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2005. — С. 19. — 417 с.
- Вегман Е. Ф., Жеребин Б. Н., Похвиснев А. Н. и др. Металлургия чугуна. — Москва: Академкнига, 2004. — С. 192. — 774 с. — ISBN 5-94628-120-8.
- Коллектив авторов. Паллета // Энциклопедический словарь по металлургии : Справочное издание : в 2 т. / гл. ред. Н. П. Лякишев. — М. : «Интермет Инжиниринг», 2000. — Т. 1: А — О. — С. 11—12. — 412 с. — 500 экз. — ISBN 5-89594-037-4.
- Кокорин, Лелеко, 2004, с. 188—189.
- Вегман Е. Ф., Жеребин Б. Н., Похвиснев А. Н. и др. Металлургия чугуна. — Москва: Академкнига, 2004. — 774 с. — ISBN 5-94628-120-8.
- Кокорин, Лелеко, 2004, с. 189.
- Кокорин, Лелеко, 2004, с. 193.
Литература
- Юсфин Ю. С., Базилевич Т. Н. Обжиг железорудных окатышей. — Москва: Металлургия, 1973. — 272 с.
- Кокорин Л. К., Лелеко С. Н. Производство окисленных окатышей. Технология, оборудование. — Екатеринбург: Уральский центр ПР и рекламы, 2004. — 280 с. — ISBN 5-85247-027-9.