Протягивание
Протя́гивание — вид обработки многолезвийным инструментом с поступательным главным движением резания, распространяемой на всю обрабатываемую поверхность без движения подачи[1]. Из данного определения следует, что круговое протягивание, винтовое протягивание и поверхностное дорнование не являются видами протягивания.
Виды
Протягивание различают:
- в зависимости от обрабатываемой поверхности
- в зависимости от направления главного движения, или, соответственно, применяемого оборудования
- горизонтальное;
- вертикальное;
- в зависимости от точки приложения силы тяги оборудования к инструменту или, соответственно, от испытываемого при работе инструментом характера деформации
- собственно, протягивание (инструмент "работает" на растяжение);
- прошивание (инструмент "работает" на сжатие).
Средства оснащения
Оборудование
Для выполнения протягивания применяется следующее оборудование:
- горизонтально-протяжные станки;
- вертикально-протяжные станки;
- прессы;
- оборудование специального назначения.
Приспособления
При наружном протягивании используются инструментальные плиты, оснащаемые средствами регулирования положения режущего инструмента (типа клиньев, эксцентриков, установочных винтов и т.п.). На одной инструментальной плите может быть закреплено несколько режущих инструментов.
При внутреннем протягивании, если речь идет не о прошивании, используются рабочие патроны. Рабочий патрон служит для закрепления переднего хвостовика режущего инструмента и передачи через него силы тяги оборудования режущему инструменту. Кроме того, рабочий патрон направляет режущий инструмент в ходе протягивания. В случае многопроходного протягивания рабочий патрон может оснащаться коронкой, которая необходима для надлежащих ориентации и базирования заготовки относительно режущего инструмента. В некоторых случаях (например, при обработке конструкторско-технологических элементов типа шпоночных пазов) возврат режущего инструмента в исходное положение после выполнения перехода осуществляется только рабочим патроном. В других же случаях (например, при обработке отверстий) для работы в автоматическом или полуавтоматическом цикле требуется вспомогательный патрон, осуществляющий указанную функцию.
При внутреннем протягивании для базирования и взаимной ориентации заготовки и режущего инструмента используются станочные приспособления типа адаптеров. В тех случаях, когда требований к взаимной ориентации нет, станочные приспособления (за исключением планшайб и столов) могут не использоваться вовсе.
Режущие инструменты
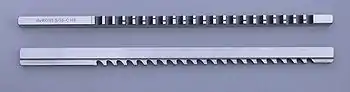

Протягивание осуществляется с помощью протяжек, прошивание - с помощью прошивок. Причем для выполнения протягивания эти инструменты должны быть спроектированы для резания при поступательном главном движении.
Некоторые протяжки и прошивки, согласно определению протягивания, не могут для него использоваться. В частности, к ним следует отнести круговые и винтовые протяжки (они служат для выполнения кругового и винтового протягивания соответственно), а также комбинированные протяжки (прошивки), имеющие зубья, предназначенные для выполнения поверхностного пластического деформирования (такие протяжки выполняют комбинированную обработку). Дорны также не используются для протягивания, поскольку выполняют дорнование.
Применение протягивания
Протягивание применяется в крупносерийном и массовом производстве металлоизделий. Протяжки различных конструкций — наружные, внутренние и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки. Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки). Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки). Протягивание применяют для следующих операций:
- Обработка отверстий нарезного огнестрельного оружия (стволы пистолетов, пулемётов, пушек).
- Обработка посадочных поверхностей лопаток турбин авиадвигателей.
- Нарезание шлицов и шпоночных канавок.
- Обработка сложных наружных профилей.
- Калибрование цилиндрических, многогранных, фигурных отверстий.
В мелкосерийном и единичном производстве (напр. при обработке шлицевых и шпоночных канавок в отверстиях шкивов, втулок, шестерен и др.) как альтернативу протягиванию применяют долбление.
Значение протягивания в производстве огнестрельного оружия
Протягивание является одной из наиболее ответственных операций механической обработки металла в производстве огнестрельного нарезного оружия всех типов и всех калибров. Основное назначение нарезки это создание внутри ствола профиля (рабочих канавок) которые позволяют при движении пули или снаряда, при выстреле приобрести осевое вращение. Так как скорость движения пуль и снарядов высока (от 200 до 3000 м/с) то соответственно они по оси вращения и по ходу движения приобретают громадную скорость вращения (например пуля автомата Калашникова вращается со скоростью около 180 000 об/мин (3000 об/с)). Такое «закручивание» пуль и снарядов в значительной степени увеличивает устойчивость баллистической траектории, и соответственно точность и дальность стрельбы. Без протягивания производство современного огнестрельного оружия было бы крайне затруднено.
Примечания
- ГОСТ 25761-83 Виды обработки резанием. Термины и определения общих понятий