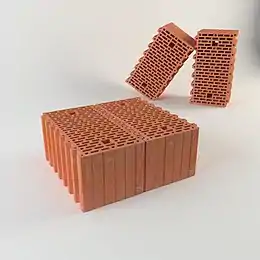
Керамический блок
Керамический блок или керамический камень[1] — это искусственный керамический камень сложной формы, предназначенный для кладки стен, перегородок, перекрытий, ограждений и т. д. Высокотехнологичный строительный материал, представляющий собой замену пустотелому кирпичу, получаемый способом формования и обжига глины. Размер одного керамического блока в 2,1-14,9 раз превышает стандартный размер кирпича. Керамический блок имеет очень высокую пустотность: от 50 до 72 % (для пустотелого кирпича пустотность составляет 25-42 %), что обуславливает малую среднюю плотность изделия — от 650 до 1000 кг/м3.
Альтернативные названия
Поризованная керамика, теплая керамика, крупноформатный камень, керамический камень, керамоблок.
Применение
Последнее время керамический блок получил широкое применение в жилом и промышленном строительстве малоэтажных и многоэтажных зданий (до 9 этажей). При заполнении керамическими блоками каркасных конструкций этажность здания практически неограничена. Теплая керамика является отличным современным вариантом для возведения как несущих стен, так и межкомнатных перегородок.
Керамический блок не является морозостойким материалом, поэтому наружные стены должны быть защищены кладкой из лицевого кирпича, штукатуркой или иным фасадным решением.
Производство
Производство керамических блоков во многом сходно с производством обычного керамического кирпича, но требует более современного оборудования. Основным материалом является легкоплавкая глина, как правило, из карьера предприятия. Для дополнительного снижения средней плотности изделий и улучшения теплотехнических характеристик продукции в глину добавляют до 50 % (по объёму) выгорающих добавок (поризаторов). Поризаторами могут служить переработанные древесные опилки, солома, торф, рисовая шелуха и многие другие материалы.
Увеличение содержания поризаторов позволяет улучшить теплотехнические характеристики изделий, но снижает их механическую прочность и технологичность производства, поскольку способность глины связывать непластичную добавку ограничены. После смешивания глины с поризующей добавкой образуется шихта, которую необходимо подвергнуть дополнительной переработке на глинорастирающих машинах. Обычно переработка включает смешивание и увлажнение в дробилке с катками и протирочной решеткой (бегунах) и прохождение через 2-3 валковые дробилки с постепенно уменьшающимися зазорами между валками (3 мм, 1,5 мм, 0,5-0,7 мм). Поскольку высокая пустотность изделий требует тонких межпустотных перегородок (5 мм, а в ряде случаев 3 мм), особенно важно раздробить до состояния волокон поризатор и каменистые включения, содержащиеся в самой глине. Это определяет использование только современного оборудования для переработки шихты.
Готовая шихта используется для формования заготовок на вакуумном прессе-экструдере. Шихта доувлажняется, дополнительно проходит через глинорастиратель, двухвальный смеситель и поступает в вакуум-камеру пресса с глубиной вакуума 0,94-0,98 атм., где из неё удаляется воздух. Из вакуум-камеры шихта выдавливается уже в виде бруса шнеком через фильеру, которая задаёт форму поверхности и пустот изделия. Нормальное давление формования глиняного бруса — 15-25 бар, что соответствует такой пластичности шихты, при которой заготовка не деформируется под собственным весом.
Глиняный брус разрезается на изделия металлической струной резчика. Полученные заготовки укладываются автоматом садки на сушильную вагонетку и поступают в сушилку, где происходит постепенное удаление влаги. В зависимости от свойств сырья и формата изделия продолжительность сушки составляет от 42 до 72 часов, температура в сушилке меняется от 30 °C в начале цикла до 85-110 °C в конце.
Высушенные заготовки перемещаются автоматами разгрузки и садки на печные вагонетки и поступают в туннельную печь, где проходят обжиг в течение 40-50 часов при максимальной температуре от 900 до 1000 °C. При обжиге глина спекается в керамический черепок, а поризующие добавки выгорают, создавая внутри черепка поры, снижающие вес и теплопроводность изделия.
Обожжённые изделия разгружают, укладывают на деревянные поддоны и упаковывают в термоусадочную плёнку или стретч.
В некоторых случаях постель готового камня шлифуют с целью использования в бесшовной (толщиной кладочного шва 3 мм) кладке на специальный клей. Применяется также набивка пустот готового камня базальтовым волокном, пенополистиролом и другими подобными материалами с целью исключения протекания кладочного раствора в пустоты.
Впервые в России крупноформатный керамический условно поризованный блок начали выпускать в 1996 г. в Ленинградской обл.
Характеристики
Размеры и свойства керамических блоков описываются в ГОСТ 530—2012 «Кирпич и камень керамические». Стандарт задаёт 14 типоразмеров керамического камня, которые позволяет класть стену толщиной 250, 380 или 510 мм. Наиболее употребительные типоразмеры (ДхШхВ):
- 250х120х140 мм, 2,1НФ (то есть, один камень заменяет 2,1 (фактически 2,15) стандартного кирпича (НФ - нормальный формат) размером 250х120х65 мм);
- 380х250х219 мм, 10,7НФ;
- 510х250х219 мм, 14,3НФ.
Предельные отклонения от номинальных размеров не должны превышать ±10 мм по длине, ±5 мм по ширине и ±4 мм по толщине.
Толщина наружных стенок должна быть не менее 8 мм.
По средней плотности и нормативной (не измеренной) теплотехнической эффективности керамические блоки классифицируются следующим образом:
| Средняя плотность, кг/м³ | Класс средней плотности изделия | Группа по теплотехническим характеристикам | Коэффициент теплопроводности кладки в сухом состоянии, Вт/(м·°С) |
|---|---|---|---|
| До 700 | 0,7 | Высокой эффективности | До 0,20 |
| 710-800 | 0,8 | Высокой эффективности | До 0,20 |
| 810-1000 | 1,0 | Повышенной эффективности | 0,20 — 0,24 |
| 1010-1200 | 1,2 | Эффективные | 0,24 — 0,36 |
По прочности керамический камень должен соответствовать марке от М25 до М175, в отдельных случаях встречается М200 и более.
Водопоглощение изделий не лимитируется, но обычно составляет 10-15 %.
Морозостойкость должна быть не менее 25 циклов замораживания-оттаивания.
Удельная эффективная активность Радионуклидов (Аэфф) 134 Бк/кг
Технология изготовления позволяет обеспечить керамическому блоку низкую теплопроводность (у лучших образцов от 0,08 до 0,18 Вт/м*С). В сочетании с крупными габаритными размерами керамического блока это даёт возможность проектировать стену здания как однослойную конструкцию толщиной 25, 38 или 51 см (в 1, 1,5 и 2 кирпича) без применения утеплителя по современным российским нормам СНИП, понижение которых относительно мировых пролоббировали российские строители и сами производители блоков. Высокая прочность керамического блока (М100-М125) позволяет использовать его в строительстве многоэтажных домов, а относительно низкое значение объёмного веса (600—800 кг/м3) позволяет снизить нагрузку на фундамент, тем самым уменьшив его стоимость. Отличительной особенностью теплой керамики является система паз-гребень, которая минимизирует количество мостиков холода через вертикальные швы кладки, при этом снижая расходы на раствор.
Кладка керамических блоков
Кладка керамических блоков производится на специальный «лёгкий» (теплоизоляционный) кладочный раствор, также допускается использовать обычный цементно-песчаный или известково-цементный раствор. Консистенция кладочного раствора должна быть такой, чтобы раствор не натекал в вертикальные отверстия блоков. Толщина постельного шва выбирается в зависимости от рекомендаций производителя и, как правило, составляет 12 мм. Возможна как традиционная кладка с заполнением вертикальных швов раствором, так и перевязка вертикальных швов в «паз-гребень» без раствора в вертикальных швах.
Изготовление стен из керамических блоков может быть ручным или автоматизированным. В первом случае кладка стен производится непосредственно на стройплощадке. Во втором случае стены из керамических блоков изготавливаются в цеху, а затем транспортируются на стройку, где их монтаж возможен в максимально короткие сроки с наименьшими трудозатратами. Совокупность оборудования для изготовления стен, оснастки для транспортировки и монтажа представляет собой технологию готовых стен.
Преимущества технологии готовых стен:
- оператор при осуществлении кладки всегда находится в эргономичном положении
- применение ручного крана снижает усталость рабочего
- замес раствора осуществляется автоматически
- автоматическое нанесение раствора нужной толщины
- облегчённое выставление керамических блоков
- стабильно высокое и контролируемое качество готовых стен
Достоинства и недостатки
По сравнению с силикатными стеновыми материалами (пенобетон, газосиликатный блок, керамзитобетон и т. п.) керамический блок обладает большей механической прочностью, меньшим водопоглощением (что гарантирует сохранение теплового сопротивления стены при намокании), отсутствием ползучести (деформации под нагрузкой). Керамика, в отличие от бетонов и силикатов, после обжига не содержит влаги, что гарантирует комфортный микроклимат и сохранность чистовой отделки сразу после постройки здания. Также керамические материалы обладают влаго- и паропроницаемостью, что гарантирует отсутствие постоянно влажных от конденсата зон на стене внутри помещения.
В отличие от пенобетонных блоков и бетонных блоков с наполнителями, производство керамического блока возможно только на крупных современных заводах, что снижает риск использования поддельной продукции и продукции со скрытыми дефектами.
В сравнении со штучным кирпичом, применение блока обеспечивает в 2-2,5 раза лучшее тепловое сопротивление стены и позволяет в 2-4 (а при кладке шлифованных блоков на клей и более) раза повысить производительность труда каменщика.
Керамический блок обладает высокой, по сравнению с силикатными материалами, тепловой инертностью, то есть временем, за которое уравнивается температура наружной и внутренней поверхности кладки.
Основным недостатком керамического блока является более высокая цена и, как правило, большие затраты на доставку от завода до потребителя, поскольку производство имеет смысл только на крупных (производительностью от 60 млн шт. условного кирпича в год) предприятиях.
Тонкие наружные стенки (чаще всего 12-16 мм) и высокая пустотность позволяют использовать для крепления к стене либо химические анкеры, либо специализированный крепеж по пустотелой керамике.
Небольшая объёмная масса и высокая пустотность (включая пустотелый кирпич - одинарный, полуторный, двойной) снижают прочность стены по сравнению с кладкой из полнотелого керамического кирпича и снижают теплоёмкость, то есть способность стены компенсировать суточные перепады температуры.
См. также
Примечания
- ГОСТ 530-2012 — Кирпич и камень керамические. Общие технические условия.