Паяльная паста
Паяльная паста (припойная паста) — механическая смесь порошка припоя, связующего вещества (или смазки), флюса и некоторых других компонентов.
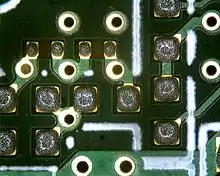
Паяльные пасты широко применяются в радиоэлектронной промышленности для монтажа планарных (SMD) компонентов на печатную плату. Специальные паяльные пасты нашли применение при монтаже медных и латунных труб и фитингов в системах водоснабжения.
В микроэлектронике
Основное достоинство пасты - легкость механизации работ. Пасту наносят специальными дозаторами или трафаретным способом. Пасту можно нанести ровным, точно заданным слоем с помощью механизированных и автоматизированных средств, что обеспечивает значительную экономию припоя (30 — 50 %)[1].
Требования к паяльным пастам
- не должны окисляться, сильно и быстро расслаиваться;
- желательно долго сохранять свои реологические свойства (то есть способность к вязкому течению и деформации);
- не должны растекаться далеко за пределы первоначально нанесенной дозы;
- не должны оставлять твёрдых неудаляемых остатков после пайки;
- должны обладать клеящими свойствами;
- не должны разбрызгиваться при воздействии достаточно концентрированного источника нагрева;
- не должны ухудшать технических характеристик платы;
- должны отмываться в стандартных растворителях.
Характеристики паяльных паст
- Состав припоя
Все пасты содержат традиционные для электроники оловянные припои. Помимо традиционных свинцовых припоев все чаще встречаются бессвинцовые. Также существуют разные легирующие добавки, улучшающие качество пайки, например серебро. - Размер частиц припоя
Размер частиц припоя оказывает сильное влияние на свойства пасты. Присутствие крупных частиц существенно ухудшает реологические свойства, а большое количество мелких частиц ухудшает текучесть пасты. Наиболее используемый размер частиц припоя соответствует типу 3 по классификации IPS (25 — 45 мкм). Некоторые высокоточные дозаторы требуют применения мелкодисперсных паст. - Вязкость
Вязкость паст, предназначенных для дозирования, должна быть в диапазоне 300 — 450х103 сПз. Вязкость паст, предназначенных для нанесения через трафарет, должна быть в диапазоне 650 — 1200х103 сПз. - Форма частиц
Форма частиц определяет во многом способность пасты дозироваться тем или иным способом. Если частицы имеют неправильную форму — продолговатую или в виде чешуек, то такая паста начинает забивать мелкие отверстия сетки трафарета или шприца дозатора. Для таких паст единственно возможным вариантом остается дозирование через металлическую маску — трафарет. Частицы припоя сферической формы придают пасте способность к легкому продавливанию через узкие отверстия сетки или дозатора. - Паяемость
Паяемость паяльной пасты зависит от окисленности и загрязнённости поверхности частиц порошка припоя. Важно количество кислорода в тонком приповерхностном слое, реагирующем в самом начале процесса с флюсом и основным металлом. По международным стандартам содержание его не должно быть более 0,5 %[1]. Отрицательное влияние оказывает также углерод, который попадает на поверхность частиц порошка из тары и упаковки в процессе хранения и транспортировки. Поэтому на всех этапах, начиная от изготовления порошка и заканчивая пайкой, необходимо принимать все меры против взаимодействия порошка с кислородом и углеродом.
Основные физико-химические свойства паяльных паст определяются благодаря введению в порошок припоя 4 — 15 % связующих веществ. Именно они (иногда с добавлением растворителя) придают пасте нужную консистенцию, препятствуют её расслоению и растеканию, придают клеящие свойства, адгезию к подложке. Связующее вещество нейтрально по отношению к припою в ходе хранения и пайки, а при нагреве улетучивается или расплавляется без образования трудноудалимых твёрдых остатков. В качестве связующих веществ используются органические смолы или их смеси, разбавители и другие вещества. К ним добавляются пластификаторы, тиксотропные вещества. Последние препятствуют оседанию частиц порошка припоя во время хранения, обеспечивают заданный диапазон вязкости.
Нанесение паяльной пасты
Стандартное нанесение паяльных паст производится с помощью трафаретной печати. Альтернативой этому процессу является поточечное нанесение капель пасты дозатором, однако это менее продуктивно.
Для трафаретной печати пасты поставляются в контейнерах по 500 грамм. Для дозаторов пасты поставляются в специальных одноразовых картриджах (шприцах) по 30 или 125 грамм.
Хранить пасту необходимо в холодильнике, иначе она начинает расслаиваться.
Трафаретная печать
Станки трафаретной печати по принципу действия мало отличаются от станков для шелкографических работ, но сами трафареты выполняются из металлических листов[2][3]. Металлические трафареты обеспечивают большую точность, позволяют резать окна шириной до 0,1 мм. Специальные металлические трафареты позволяют задавать разную толщину трафарета, нанося на разные участки печатной платы слой пасты разной толщины.
Станки трафаретной печати бывают ручными и автоматизированными. Станки для высокоточных трафаретов имеют четырёхсторонний механизм натяжения полотна, станки попроще натягивают трафарет только за две стороны. Все станки снабжаются средствами тонкой юстировки положения трафарета. Для повышения производительности и качества иногда оснащаются системой очистки трафаретов, предотвращающей загрязнение поверхности платы паяльной пастой.
В водоснабжении
К пастам для систем водоснабжения предъявляются специфические требования, поэтому нельзя путать их с пастами для микроэлектроники. В первую очередь речь идет о санитарно-гигиенических требованиях.
- Ни припой ни флюс не должны содержать токсичных веществ. Припои не содержат свинца и других токсичных металлов.
- Флюс не должен вызывать коррозию и должен легко смываться водой.
- Для увеличения механической прочности и долговечности соединения в состав припоя добавляется медь или серебро, что повышает температуру плавления и делает пасты для труб непригодными в микроэлектронике.
Примечания
- В. Кузьмин «Материалы для пайки электронных узлов при производстве современных РЭА», Электронные компоненты, № 6, 2001 г.
- Трафареты для пасты
- Трафаретная печать паяльной пасты
Источники
- В. Кузьмин «Материалы для пайки электронных узлов при производстве современных РЭА», Электронные компоненты, № 6, 2001 г.
- А. Медведев «Обновление технологий в российской электронной промышленности», Технологии в электронной промышленности, № 1, 2006 г.
- А. Большаков «Подходит ли Ваша паста для дозирования? Факторы, влияющие на правильный выбор», Технологии в электронной промышленности, № 2, 2005 г.