Корончатое сверло
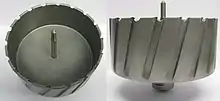
Корончатое сверло (также известное под названиями пустотелое сверло, кольцевое сверло, кольцевая фреза) — сверло в виде пустотелого цилиндра, предназначенное для сверления отверстий в стали и цветных металлах. Удаляет материал по периферии отверстия, оставляя материал в центре (который при сверлении насквозь удаляется в виде «пробки»)[1]. Корончатые свёрла — альтернатива менее эффективным и более дорогим и медленным спиральным свёрлам. Корончатые свёрла очень похожи на кольцевые пилы, разница лишь в материале и геометрии режущих кромок. Корончатые свёрла производительнее, проще и более точные, чем обычные спиральные свёрла.
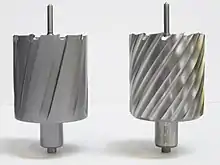
Корончатое сверло удаляет материал только по периферии отверстия, а не из всего отверстия, как обычные спиральные свёрла. Коронки для бурения бетона во многом схожи с корончатыми свёрлами, различаясь только в материалах и режущих кромках. Корончатые свёрла изготавливаются из быстрорежущей стали (HSS), или из стали с напайками из твердого сплава.
Корончатые свёрла выпускаются в различных размерах, от 12 мм до 200 мм (и более под заказ). Типичная длина корончатого сверла 30, 55, 75 и 110 мм.
Корончатое сверло было изобретено и запатентовано мистером Дизом Хогеном (Dough Hougen) в 1973[2]. Корончатое сверло из быстрорежущей стали было изобретено Майклом Бехари (Michael Beharry) в 1983[3]. Корончатое сверло с твердосплавными напайками было изобретено в 1985 Микией Тосио (Mikiya Toshio) и Содзи Митихиро (Shoji Michihiro)[4].
Несмотря на то, что некоторые используют корончатые свёрла на обычных сверлильных станках, такое использование не рекомендуется — частота вращения у обычных сверлильных станков слишком высокая, что может повести к поломке или порче инструмента.
Недостатком корончатого сверла является невозможность сверления глухих отверстий.
История
В начале 1970-х Диз Хоген (Dough Hougen) изобрел корончатое сверло Rotabroach. В то время обычные спиральные свёрла были столь популярны, что идея нового сверла не находила заинтересованности у людей. Хоген предлагал свое сверло производителям спиральных свёрл, но они не проявили интереса. Тогда Хоген показал сверло слесарям и сборщикам металлоконструкций, и они проявили живой интерес. Тогда они использовали для сверления отверстий в металлоконструкциях сверлильные станки на магнитной подошве. Они были очень тяжелыми и «портативными», обладая массой в 45 кг требовали двоих рабочих для установки. Строители прозвали эти станки «создателями вдов», поскольку при сверлении спиральными свёрлами из-за усилий станок иногда отрывало от поверхности и сбрасывало рабочего с конструкции[5].
Корончатое сверло, созданное Хогеном, было безопасным и не провоцировало отрыва станка с падением рабочих, но не решало проблемы с массой сверлильного станка на магнитной подошве. Хоген позднее предложил более легкую конструкцию сверлильного станка на магнитной подошве, массой всего 12,7 кг. Появление легкого станка для работы с корончатыми свёрлами обеспечило большой объём продаж как станков, так и корончатых свёрл[5].
Особенности

Экономия времени
Так как корончатое сверло удаляет только материал по периферии отверстия, удаляется меньше материала при создании отверстия, а значит процесс происходит быстрее. Спиральное сверло сходного диаметра удаляет весь материал из отверстия, что ограничивает скорость резания. Кроме того, корончатое сверло не требует предварительного засверливания как кольцевая пила, и не требует постепенного увеличения диаметра сверла как при сверлении тонких материалов спиральными сверлами (для этих целей используется ступенчатое сверло). Отверстие корончатым сверлом получается за одно движение, что ускоряет процесс.
Экономия энергии
Так как количество удаляемого материала меньше, на сверление затрачивается меньше энергии[6].
Чистота поверхности
Отверстия, выполненные корончатым сверлом, имеют более высокую чистоту и точность, чем выполненные спиральным сверлом.[6]
Простота
Благодаря геометрии корончатого сверла сверление отверстий под неперпендикулярными углами к поверхности очень простое[6] и не требует предварительных операций.
Эффективное охлаждение
Охлаждение корончатого сверла внутреннее. Смазочно-охлаждающая жидкость подается внутрь сверла через отверстие при помощи управляющего клапаном штифта. Охлаждение и смазка особенно важны при сверлении глубоких отверстий.[6]
Низкий вес
Корончатые сверла требуют низких оборотов (от 50 об/мин) и обладают небольшим весом по сравнению со спиральными сверлами. С ростом диаметров разница в весе увеличивается. Низкий вес и меньшие усилия резания позволяют использовать корончатые сверла с легкими сверлильными станками на магнитной подошве.[6]
Заточка
Корончатые свёрла из быстрорежущей стали (HSS) могут быть повторно заточены до тех пор, пока сохраняется приемлемая длина сверла, так же как и спиральные свёрла. Но так как корончатое сверло содержит большее количество режущих кромок, заточка может потребовать большей квалификации при ручной заточке, или использование специальных заточных станков. Корончатые свёрла с твердосплавными напайками не предполагают повторной заточки.
Материал сверла
Корончатые свёрла выпускаются двух типов — из быстрорежущей стали (High Speed Steel — HSS) и из обычной стали с твердосплавными напайками (Tungsten carbide tipped — TCT). Свёрла из быстрорежущей стали возможно повторно затачивать, в отличие от напаек, заточка которых обычно нецелесообразна. Свёрла малых диаметров из быстрорежущей стали дешевле аналогичных свёрл с напайками примерно до диаметра 40 мм. Корончатые свёрла с твердосплавными напайками больших диаметров, как правило дешевле аналогичных из быстрорежущей стали.
Режущая кромка твердосплавной напайки позволяет вести обработку более твердых материалов, и использовать большие скорости резания, по сравнению с HSS инструментом.
Свёрла могут иметь защитное покрытие, например из нитрида титана, которое повышает долговечность и износостойкость сверла.
Сверление труб и неровных поверхностей
Корончатые свёрла вне конкуренции, когда необходимо сверление труб или криволинейных поверхностей, сверление обычными спиральными свёрлами обычно требует множества ухищрений и предварительной подготовки (кернение). Кроме того компактность и простота работы со сверлильными станками на магнитной подошве позволяют устанавливать станок на трубу в месте, где необходимо отверстие, а не транспортировать трубу к станку. Станки для сверления трубы имеют дополнительное крепление к трубе цепями.
При работе с трубами предпочтительнее свёрла из быстрорежущей стали (HSS), свёрла с напайками из-за ударной нагрузки при сверлении более склонны к выкрашиванию.


Примечания
- David A. Stephenson, John S. Agapiou. Metal Cutting Theory and Practice. — CRC Press, 02.12.2005. — P. 216.
- Hougan, Dough. Inventing, As a Way of Life (англ.).
- United States Patent. Patent number 4516890. Filed 12.09.1983. USA.
- United Kingdom Patent. Patent number 2167983-A. Filed 31.10.1985. UK.
- Doug Hougen, Inventor (недоступная ссылка). Inventors' Council of Michigan (INCOM). Дата обращения: 30 мая 2014. Архивировано 31 марта 2014 года.
- Benefits of Using an Annular Cutter (недоступная ссылка) (15 декабря 2010). Дата обращения: 27 мая 2014. Архивировано 27 мая 2014 года.