Зажимной патрон
Зажимно́й патро́н (тока́рный патро́н, сверли́льный патро́н, ца́нговый патро́н) — специальное устройство для крепления деталей или инструмента на оси шпинделя.
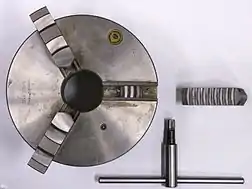
Токарный патрон

Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Различают самоцентрирующие патроны (для установки осесимметричных деталей) и патроны с независимыми кулачками (для несимметричных деталей).
На оси шпинделя патрон может крепиться:
- тип 1 — с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец (в простонародье «планшайба»);
- тип 2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593 (конус);
- тип 3 — с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595 (конус, сквозное крепление).
Патрон имеет три гнезда для ключа, однако для работы используется всегда один, помеченный «0». Обычно, если нулевое гнездо расположить сверху, то внизу будет 1-й кулачок (или 3-й в некоторых импортных патронах). Номер кулачков обычно помечен на их нерабочей части, так же его можно узнать, первый имеет самую близкую к центру гребёнку, второй — на шаг дальше и т. д.
По количеству кулачков подразделяются на:
- двухкулачковые;
- трехкулачковые;
- четырёхкулачковые.
Цанговый патрон
Цанговый патрон для ручной дрели



Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, выдвижной, и неподвижной цангами. По назначению цанги делятся на подающие и зажимные.
Подающая цанга представляет собой стальную закалённую втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя — диаметром до 80 мм, и с шестью — диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка.
Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая, в свою очередь, фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счёт своей формы, упруго деформируется, обжимая инструмент.
Недостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это, цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей. Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг. При этом на таком станке наряду со специальными цангами для зажима детали могут использовать стандартные для зажима инструменты.
Разновидностью цангового патрона является безостановочный цанговый патрон (патрон Батроханова), преимущество которого заключается в том, что переустановка деталей занимает лишь несколько секунд. Замену деталей можно производить даже при вращающемся шпинделе станка, сохраняется постоянно высокая точность установки детали.[1]
Сверлильный патрон

Сделано в США, 1895 год.


Как и следует из названия, такой патрон применяется для закрепления сверла на оси шпинделя станка. Эти патроны используются также в ручных дрелях.
Достоинством сверлильного патрона является возможность зажимать инструмент в очень широком диапазоне диаметров. Недостатком является высокая стоимость (в станках используются прецизионные сверлильные патроны, которые намного дороже используемых в ручных дрелях). Другой минус: неспособность воспринимать радиальную нагрузку, что делает невозможным его применение для фрезерования.
Сверлильный патрон, как правило, используется при необходимости зажать сверло небольшого диаметра, чаще всего цельнотвердосплавное или из быстрорежущей стали.
Патрон перфоратора
Строительные перфораторы имеют специальный патрон под специальное сверло. Современная массовая конструкция разработана Bosch в 1975 году.
Термопатрон
Термопатрон применяется для тех же целей, что и цанговый патрон. Отличие заключается в принципе зажима инструмента: в термопатроне для этого применяется горячая посадка. Патрон разогревается в специальном устройстве, и его отверстие увеличивается за счёт термического расширения. Затем в него вставляется инструмент, и патрон охлаждают (на воздухе либо в специальном устройстве).[2][3] Разжим происходит аналогично.
Достоинство термопатрона — в высоком усилии зажима, которого невозможно достичь в цанговом и тем более сверлильном патроне. Применение такого патрона позволяет снизить вибрацию и существенно повысить стойкость инструмента.
Недостатки: для инструмента разных диаметров нужны разные патроны; постоянные циклы нагрева и охлаждения приводят к сильному износу патрона; необходимо специальное оборудование для смены инструмента.
Гидропатрон
Гидропатрон — технология, альтернативная термопатрону. В гидропатроне зажим инструмента осуществляется за счёт давления жидкости. Для зажима/разжима патрона достаточно повернуть винт в боковой поверхности. Инструмент может зажиматься как непосредственно в патрон, так и через переходную карандашную цангу (что позволяет использовать один патрон для большой номенклатуры инструмента). При этом усилие зажима намного выше, чем в цанговом патроне, а жидкость внутри одновременно способствует гашению вибраций.
Гидропатрон стоит существенно дороже цангового, но не требует специального устройства, как термопатрон, и более универсален.
Недостатками (по сравнению с термопатроном) являются: невысокое усилие зажима, невозможность использования с инструментом, имеющим weldon- и whistle notch-хвостовики, опасность поломки при зажиме вхолостую по ошибке.
В новых, усиленных моделях гидропатронов эти недостатки устранены. Однако гидропатроны по-прежнему не предусматривают возможности использования с балансировочной машиной. Кроме того, их нельзя использовать при высокоскоростной обработке без охлаждающей жидкости, так как жидкость внутри патрона может закипеть.
Weldon-патроны
Применяется для инструмента с Weldon-хвостовиком. Принцип действия прост: хвостовик инструмента имеет лыску, зажатие осуществляет закручиванием винта, винт упирается в площадку лыски, надёжно фиксируя инструмент.
Достоинства: большая, по сравнению с цанговым патроном, жёсткость, простота.
Недостатки: для инструментов с различным диаметром хвостовика нужны разные патроны.
На практике инструмент с хвостовиком Weldon часто зажимают в другие типы патронов. Это допускается, но ведёт к некоторым проблемам:
- Асимметрия инструмента с Weldon-хвостовиком увеличивает дисбаланс. Теоретически эта проблема легко решается путём балансировки оправок с инструментом, однако в действительности балансировочные машины редко встречаются на российских предприятиях.
- Гидропатрон можно сломать, зажав в него инструмент с хвостовиком Weldon.
Наиболее широко Weldon применяется для зажима инструментов с большим диаметром хвостовика (20 мм и более). Как правило, это сверла, фрезы и расточки со сменными пластинами. Единственной альтернативой данной технологии в этой области являются модульные системы оснастки.
Патроны whistle notch
Сходен с Weldon, имеет все описанные достоинства и недостатки последнего. Единственное отличие: лыска на инструменте и зажимной винт выполняются под углом, таким образом, винт не только прижимает инструмент к стенке патрона, но и затягивает его внутрь. Несмотря на некоторые преимущества, в России применяется редко.
Примечания
- Патрон Батроханова. Металлический форум. Дата обращения: 15 января 2019.
- Принцип работы термозажимного патрона
- Термоусадочная техника
Ссылки
- Патрон зажимной — Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
| В библиографических каталогах |
|---|