Датчики для дуговой сварки
Датчики для дуговой сварки — общий термин для устройств, которые, как часть полностью механизированного сварочного оборудования, получают информацию о положении и о геометрии предполагаемого сварного шва на заготовке и выдают данные в соответствующей форме на управление сварочной установке.
Введение

Качество сварного шва зависит от напряжения, тока, скорости подачи проволоки и скорости сварки, от типа ввода энергии и используемых материалов присадки. Позиционирование сварочной дуги оказывает непосредственное влияние на расход материала. Подводимая теплота для плавления шва и постоянный тепловой поток напрямую связаны с факелом дуги и оказывают влияние на качество сварного шва.
На полностью механизированных и автоматизированных установках погрешности выбора защитных газов, шероховатости заготовки, обработки, подготовка паза и тепловые деформации усиливают изменения положения края и его геометрию. В полностью механизированной сварке информация, которая требуется для сварки определяется с помощью сенсора. сенсорные датчики применяются для контроля положения какого-либо компонента сварки (обнаружение начала сварного шва и конца сварки).
Отклонения от оптимального положения сварочных устройств измеряются с помощью датчиков. К примеру, электромагнитные датчики по изменениям параметров магнитного поля выдают информацию о месте стыка или поверхности изделия. Пневматические струйные датчики работают по изменению давления в плазменном сопле при истечении газа на поверхность изделия: при приближении сопла к поверхности заготовки, увеличивается давление газа. Большой объем информации о сварке можно получить, используя для освещения шва монохроматическое излучение лазера, можно также получить много информации.
Данные о процессе сварки можно получить использую спектральный анализ. При этом спектр излучения дуги и спектр сварочной ванны сравниваются с заданными образцовыми значениями. Отклонения в спектрах указывают на изменение химического состава или энергетические изменения в зоне сварки.
Датчики
Физические принципы, по которым работают датчики, основаны на выработке ими в разном виде сигнала при изменении контролируемого ими параметра.
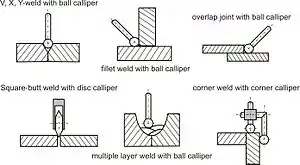
Тактильные датчики
Электроконтактные датчики для отслеживания положения заготовки представляют собой тип тактильных датчиков. Датчик имеет электрический контакт с изделием посредством электропроводящей детали, включенной в измерительную цепь датчика.
Механические контактные датчики относятся ко второй категории тактильных сенсоров.
Электроконтактные датчики
Электроконтактные датчики работают через контактирование заготовки с элементами датчика.
Тепловые датчики
В тепловых датчиках измеряется тепловой поток измеряется с помощью двух термопар, которые расположены на сварочной горелке, тепловой поток используется для управления высотой факела. Ориентации сварочного факела в сторону определяется через сравнение температур датчиков от обеих термопар. Если ориентация факел симметрична, разница в излучаемом тепловом потоке равен нулю. Боковое смещение факела термопары зависит от сторонних тепловых потоков, деформаций дуги, а также от изменения положения сварочной ванны.
Механические датчики
Механические контактные системы переводят пространственные отклонения датчика в электрический сигнал. К таким датчикам относятся:
- микропереключатель;
- потенциометр;
- оптический трансформатор (световые барьеры);
- индуктивный трансформатор.
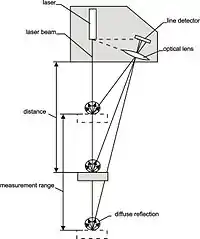
Оптические датчики
Оптические датчики относятся к группе бесконтактных измерений (рис. 1). Полупроводниковые датчики изображения применяются для обнаружения излучения. Они разделяются на датчики с активным и неактивным освещением. Камера осматривает заготовки и извлекает необходимую информацию из двумерных полутоновых изображений. Активное структурированное освещение означает применение источника света для освещения определенных областей детали.
Режим работы
Для проведения оптических измерений без активного структурированного освещения, камера направляется на область шва, где и производится наблюдение. Этот способ используется, например, для автоматической дуговой сварки под флюсом для того, чтобы обеспечить сварщику наличие изображения шва на мониторе.
Существуют различные типы конструкции измерительных датчиков.
Литература
- Ulrich Dilthey: Schweißtechnische Fertigungsverfahren 1: Schweiß- und Schneidtechnologien, Band 1 von Schweißtechnische Fertigungsverfahren, Verlag Birkhäuser, 2006, ISBN 3540216731
- Werkstatt und Betrieb, Band 118, 1985[1]